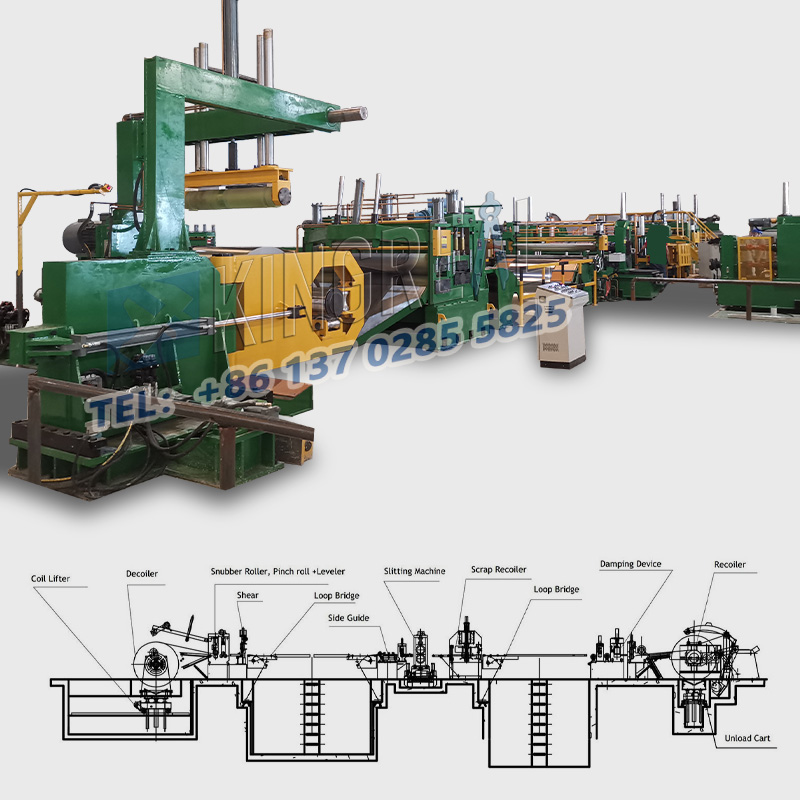
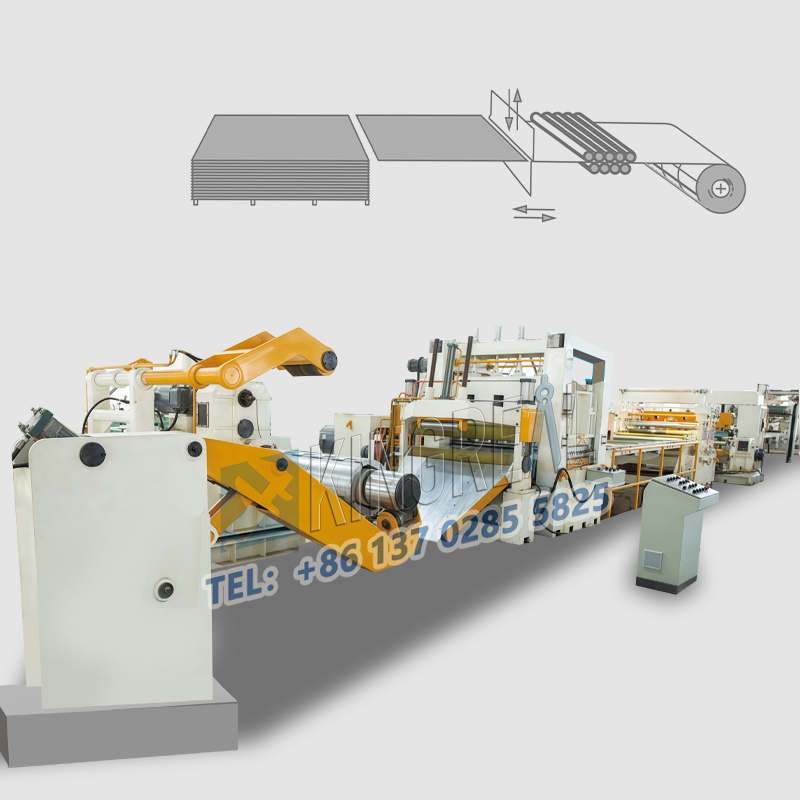
Modern endüstriyel üretimde,Soğuk haddelenmiş çelik slitting hattıvazgeçilmez bir ekipmandır. Metal bobinlerin kaymasında önemli bir rol oynar ve nihai ürünün kalitesini doğrudan etkiler. Bununla birlikte, CR çelik kayma makinesi ile ayrılan malzemenin eşitsizliği, üretim verimliliğini ve ürün kalitesini etkileyen ortak arızalardan biridir.

Peki, soğuk haddelenmiş çelik slitting makinesi ile ayrılan malzemenin düzensizliğinin nedeni nedir? Bu makalede, Kingreal Steel Slitter bu sorunu sizinle sistematik olarak analiz edecek ve ilgili çözümler önerecektir.
1. Yanlış takım ayarı
Her şeyden önce, aletin ayarlanması, Soğuk haddelenmiş çelik slitting makinesi. Alet hasar görür veya aşınırsa, kaçınılmaz olarak eşit olmayan kesime yol açar. Metal hammaddelerin muntazam kesilmesini sağlamak için aletin açısı ve konumu tam olarak ayarlanmalıdır. Araç durumunu düzenli olarak kontrol etmek ve aşınmış aleti zamanında değiştirmek, malzemenin düzensizliğini etkili bir şekilde azaltabilir. Buna ek olarak, bıçağın ağlaması da çok önemlidir. Bıçak kötü bir şekilde örtülürse, kesme etkisi de etkilenecektir.
2. Yem hızı sorunu
Besleme hızının ayarının, malzemenin kesme kalitesi üzerinde doğrudan bir etkisi vardır. Çok hızlı bir besleme hızı, malzemenin tamamen kesilmemesine neden olabilir, bu da çapak ve düzensizliğe neden olabilir; Çok yavaş bir hız, malzemenin çok uzun kalmasına neden olabilir, bu da eşit olmayan kesime neden olabilir. Bu nedenle, besleme hızını malzemenin türüne ve doğasına göre makul bir şekilde ayarlamak çok gereklidir.
3. Malzemenin kalitesi
Kesilen malzemenin kalitesi, CR çelik kayma makinesinin kesme etkisini etkileyen önemli bir faktördür. Bazı malzemeler, düzensiz şekilleri veya standart dışı kalitesi nedeniyle soğuk haddelenmiş çelik sürme hattının kesme işleminde sorunlara neden olabilir. Yüksek kaliteli ve uyumlu malzemelerin kullanılmasını sağlamak, kesme kalitesini sağlamak için bir ön koşuldur.
4. Ekipman bakımı ve bakımı
Düzenli ekipman bakımı ve bakımı, soğuk haddelenmiş çelik kayma makinesinin normal çalışması için gereklidir. Kesme alanının temiz tutulması ve kesimin doğruluğunu ve hassasiyetini sağlamak için toz ve enkaz zamanında çıkarılması gerekir. Ayrıca, hiçbir gevşeklik veya hasar olmadığından emin olmak için her bir bileşenin çalışma durumunun kontrol edilmesi de bakım çalışmasının önemli bir parçasıdır.
 |
 |
 |
5. Bıçak sertliği ve gerginlik kontrolü
Bıçağın sertliği, kesme etkisini doğrudan etkiler. Uzun süreli kullanımdan sonra, bıçak yumuşak olabilir ve fırfırlar gibi düzensizliğe neden olabilir. Aynı zamanda,Soğuk haddelenmiş çelik slitting hattıAyrıca sabit kalmalıdır. Gerilim yetersiz veya çok büyükse, kesme etkisi üzerinde olumsuz bir etkisi olacaktır. Bu nedenle, bıçağın zamanında değiştirilmesi ve gerginliğin ayarlanması, düzensizlik problemini çözmek için etkili önlemlerdir.
6. Kılavuz rayı ve bıçak tutucusunun ayarlanması
Kılavuz rayının eşitsizliği, aletin doğru bir şekilde kesilmesine neden olur, bu nedenle kılavuz rayın düzenli olarak kontrol edilmesi ve ayarlanması gerekir. Ayrıca, bıçak tutucusunun dengesi de çok önemlidir. Dengesiz bir bıçak tutucu kesme işlemi sırasında ek titreşimler üretecek ve böylece kesme kalitesini etkileyecektir. Bu nedenle, bıçak tutucusunun dengesinin ve kılavuz rayın düzlüğünün sağlanması, CR çelik kayma makinesinin kesme kalitesini iyileştirmenin anahtarıdır.
7. Kelepleme yönteminin ayarlanması
Soğuk haddelenmiş çelik kayma hattının kesme işlemi sırasında, malzemenin sıkıştırma yöntemi de kesme etkisini etkileyecektir. Kesme yöntemi uygunsuzsa, hammadde kesme işlemi sırasında yer değiştirebilir, bu da eşit olmayan kesimle sonuçlanabilir. Bu nedenle, sıkıştırma yöntemini makul bir şekilde ayarlamak ve kesme işlemi sırasında malzemenin stabilitesini sağlamak için kesme kalitesini iyileştirmenin önemli bir parçasıdır.
 |
 |
 |
8. CR çelik kayma makinesinin bıçak düzenleme becerileri
Makul bıçak düzenleme becerileri, kesme kalitesini sağlamanın önemli bir parçasıdır. Bıçakları makul bir şekilde ayarlama genişliğine göre düzenleyin, üst ve alt bıçakların koordinasyonunu sağlayın ve hepsi soğuk haddelenmiş çelik slitting makinesinin çalışmasına özel dikkat gösteren bıçak boşluğunu kontrol edin. Bıçağı takarken, bıçağın kurulum doğruluğunun 0.01-0.02mm içinde olmasını sağlamak için ölçmek için bir mikrometrenin kullanılması önerilir.
9. Operatörler için önlemler
Operatörler, kullanırken aşağıdaki noktalara özel dikkat etmelidir.Cr Steel Slitting Makinesi: İlk olarak, düzenli olarak bıçak kenarına yağlama yağı ekleyin ve aşınmayı azaltmak için debriyajı besleyin; İkincisi, normal çalışmasını sağlamak ve gevşeklik veya kir nedeniyle eşit olmayan kesimden kaçınmak için besleme sistemindeki silindir iletim dişlisini kontrol edin; Son olarak, operatör, soğuk haddelenmiş çelik kayma hattının normal çalışmasını sağlamak için kontrol panelinin güç anahtarını ve görüntüleme durumunu düzenli olarak kontrol etmelidir.