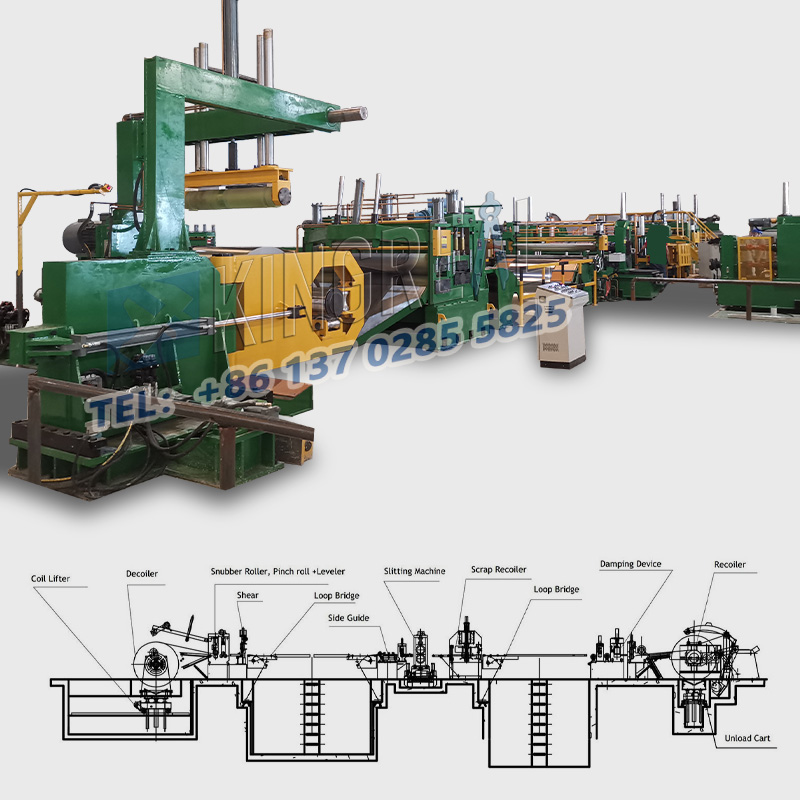
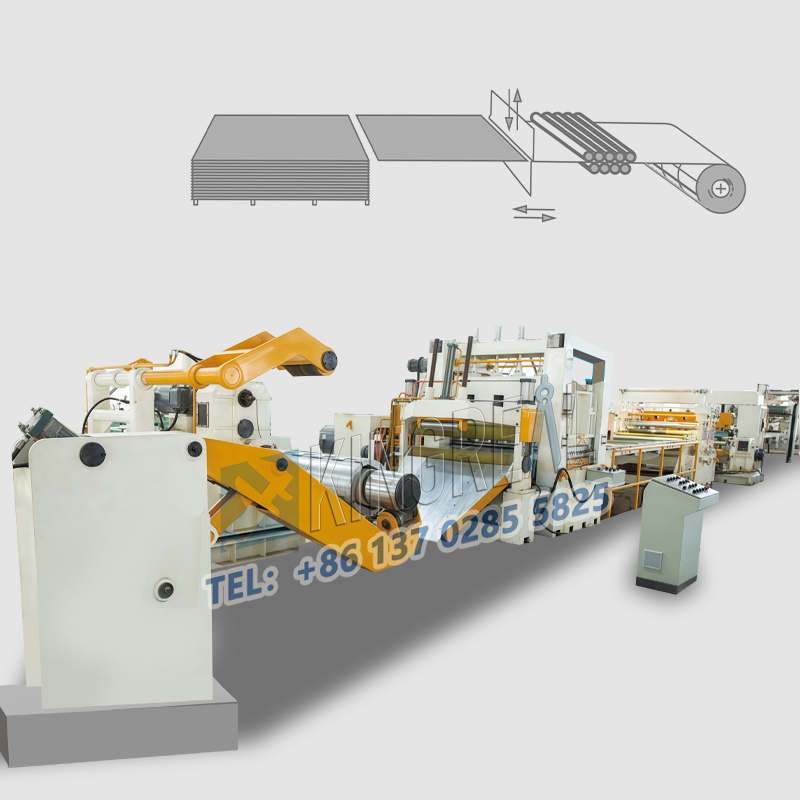
(İ) KalibrasyonuUzunluk çizgisine göre kesilmiş ağır göstergeÇekirdek bileşenleri
Yem silindiri hassasiyeti:
Silindir yüzeyinin paralelliğini düzenli olarak kontrol edin, hata ≤0.05mm/m içinde kontrol edilmeli ve silindir yüzeyi ile plaka yüzeyi arasındaki boşluğu ölçmek için bir hisli göstergesi kullanın. Aşınma 0.1 mm'yi aşarsa, öğütülmesi veya değiştirilmesi gerekir; Servo motor kodlayıcıyı kalibre etmek için bir lazer interferometre kullanın ve yüksek hızlı kesme sırasında besleme konumlandırma doğruluğu ≤+0.1mm olmalıdır.
Makas Bıçağı Kalibrasyonu:
Üst ve alt bıçakların paralelliğinin 0.02-0.05mm'de tutulması gerekir, bu da hissi göstergesi ve kadran göstergesi ile tespit edilebilir: bıçaklar arasındaki boşluk, plakanın kalınlığına göre ayarlanır, ince plakalar (≤2mm) arasındaki boşluk (≤2mmm) 0.01-0.03mm ve 0.03m, 0.01-03mm ve 0.80'dir.
Bıçağın dikeylik hatası ≤0.03mm/100mm'dir. Toleransı aşarsa, takım tutucusunun dikeyliğinin şim tarafından ayarlanması gerekir.
(İi) Uzunluk makinesine yapılan ağır gösterge kesiminin günlük bakımı
Uzunluk çizgisine kadar şiddetli gösterge için yağlama sistemi: Şanzıman yağ seviyesini her hafta kontrol edin, 40-60 ℃ 'da dalga basınç sisteminin yağ sıcaklığını kontrol edin ve her gün kılavuz rayına 32-46cst viskozite ile özel bir kesme sıvısı uygulayın.
Uzunlukta kesilmiş ağır gösterge için elektrik sistemi Makine: Enkoder, ızgara cetvelini ve diğer sensörleri her çeyrekte alkolle silin ve 1/3'ten fazla giyildiğinde motor karbon fırçasını değiştirin; Parçaları sabitleme: T'yi düzenli olarak tekrar kontrol edinTakım tutucusunun orque ve besleme mekanizması cıvataları, örneğin, M12 cıvatasının torkunun 80-100n · m'de tutulması gerekir.

(İ) Kesme hızını ve besleme hızını eşleştirmek
Farklı malzemeler ve kalınlıkların plakalarının hızlarının buna göre ayarlanması gerekir: soğuk yuvarlanan çelik plakalar (0.5-3mm) kesme hızı 30-80m/dk, besleme hızı 25-70m/dk, soğutma sisteminin yüksek hızlı kesme sırasında açılması gerekir; Paslanmaz çelik plakalar (1-5mm) kesme hızı 15-40m/dakika, besleme hızı 10-35m/dakika ve bıçağın kalay kaplama ile kaplanması gerekir; Alüminyum alaşım plakaları (0.8-4mm) Kesme hızı 40-100m/dakika, besleme hızı 35-90m/dakika, sprey kesme sıvısı yağlama kullanılır.
(İi) Bıçak açısı ve presleme kuvveti ayar bıçak açısı: kesme açısı (üst ve alt bıçak açısı) plakanın özelliklerine göre ayarlanır, yüksek mukavemetli çelik için 5-8 "ince plakalar için 8-12", arka açı (bıçak sırt yüzü eğim açısı) gibi sert malzemeler için (bıçak sırt yüz eğim açısı) genellikle 3-5 ° 'de ayarlanmalıdır. Plaka, 1mm plaka için 2-3kn, 3mm plaka 5-7kn için 2-3kn, basınç sensörü yoluyla gerçek zamanlı izleme, yetersiz basınç plaka çarpışmasına kolayca neden olabilir.

(İ) Bobin/plakalar için kabul standartları
Düzlük: Çelik plaka yan bükülme ≤1mm/m, dalgalı ≤3mm/2m, kesip kesilmeden önce tolerans dışı dengelemelidir:
Sertlik sapması: aynı partide plakaların sertlik farkı ≤15HB, Rockwell sertlik test cihazı ile rastgele inceleme, eşit olmayan sertlik tutarsız bıçak aşınmasına yol açacaktır.
(İi) boş ön tedavi
Yüzey Temizliği: Yağ lekelerini ve oksit ölçeğini sökün (aseton veya mekanik olarak parlatılmış), artık safsızlıklar bıçak aşınmasını ağırlaştıracaktır; Bobin gevşeme gerginliği: Kalınlığa göre ayarlayın, 0.5mm plaka gerilimi 50-80n/mm, 2mm plaka 150-200n/mm, yetersiz gerilim kolayca besleme kaymasına neden olabilir.

(İ) için iş öncesi eğitim noktalarıUzunluk çizgisine göre kesilmiş ağır gösterge
Parametre Ayar Uygulaması: Farklı malzemelerin "hız boşluğu" eşleşen kurallarını kavramayı öğrenin, örneğin, 3mm paslanmaz çeliği keserken, bıçak boşluğu 0.05mm, 6kn tuşuna basarak; Lazer alet ayar cihazları, takım ayar doğruluğu ≤0.02mm gibi otomatik araç ayar sistemlerini kullanmayı öğrenin.
Uzunluğa kesilmiş ağır gösterge için anormal yargı yeteneği Makine: Bıçak çarpışması gibi anormal gürültü duyurken bıçak kenarını kontrol etmek için ağır göstergeyi hemen uzunluk çizgisine kadar durdurun; Kesilen yüzeydeki çapak 0,1 mm'yi aştığında, bıçak aşınması veya çok büyük boşluk olup olmadığını değerlendirin.
(ii) Uzunluk makinesine yapılan ağır gösterge için çalışma işleminin standardizasyonu
Başlatma ön ısıtma: Aynı servis sisteminin sıcaklık dalgalanmasını ≤2 ℃ yapmak ve termal stabiliteye ulaşmak için 10-15 dakika boyunca boş çalışın;
İlk parça üç denetim: İlk parçayı kestikten sonra, boyutu ölçmek için 0,02 mm doğruluk, düzlüğü tespit etmek için bir kadran göstergesi ve çapakları görsel olarak kontrol edin.

(i) Çevrimiçi algılama anlamına gelirUzunluk çizgisine göre kesilmiş ağır gösterge
Fotoelektrik sensör, besleme uzunluğunu gerçek zamanlı olarak izler ve sapma ± 0.3 mm'yi aştığında otomatik olarak alarm verir: kızılötesi termometre bıçak sıcaklığını izler ve 120 ℃ c'yi aştığında su soğutma veya hava soğutma zorla soğutmayı başlatır.
(ii) Uzunluk makinesine kesilmiş ağır gösterge için çevrimdışı örnekleme standardı
Uzunluk büyüklüğü: İzin verilen hata ≤1000mm ± 0.5mm olduğunda, her 50 parça için 1 parçayı rastgele kontrol etmek için bir vernier kaliper kullanın; Diyagonal sapma: 1000mmx1000mm plaka izin verilen sapma ≤1mm, her bir partinin% 5'ini rastgele kontrol etmek için kare bir cetvelli bir çelik bant ölçeği kullanın: Burr yüksekliği ≤0.05mm, bir mikroskop kullanın (50 kez), her bir değişimin ilk ve son parçalarını kontrol etmek için: kesme yüzey dikeyliği: 1 saat 1'i kontrol edin.
(İii) Uzunluk çizgisine kesilmiş ağır gösterge için ortak kalite problemlerine çözümler
Toleranstan Boyut: Besleme silindiri kayarsa, gerilimi ayarlayın veya aşınmış silindiri değiştirin; Servo motor kodlayıcı başarısız olursa, darbe sinyalini tespit etmek ve hasarlı parçaları değiştirmek için bir osiloskop kullanın.
Kesme yüzeyi çapak standardı aşar: bıçak kenar yarıçapı> 0.03mm olduğunda, ≤0.01mm'ye yeniden gömülmesi gerekir; Bıçak boşluğunu standart değere yeniden ayarlayın.

Atölye Sıcaklığı ve Nem: Sıcaklık 15-30 ℃, nem ≤% 60 RH olarak kontrol edilir, nemli ortam nedeniyle plakanın paslanmasını önleyin;
Anti-sismik önlemler: Ekipman temelleri için ≥300 mm kalınlığında beton dökülmesi, yumruk presleri (titreşim ivmesi ≤0.5g) gibi titreşim kaynaklarından uzakta; Güvenlik Kilit: Acil Duruş Düğmesi Yanıt Süresi ≤0.5 saniye,Uzunluk makinesine kesilmiş ağır göstergeKoruma açıldığında otomatik olarak güç verir.