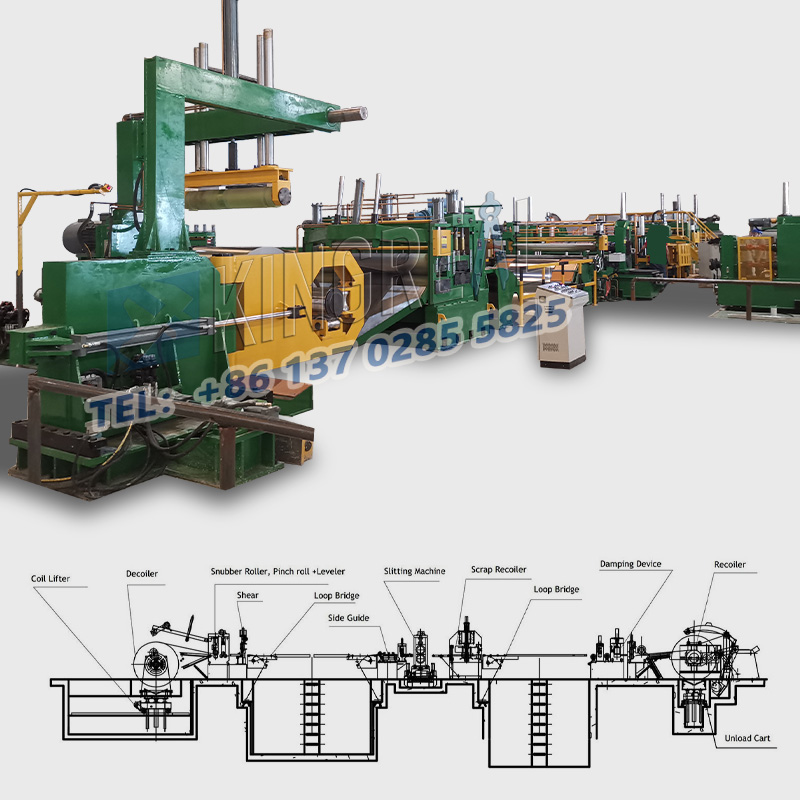
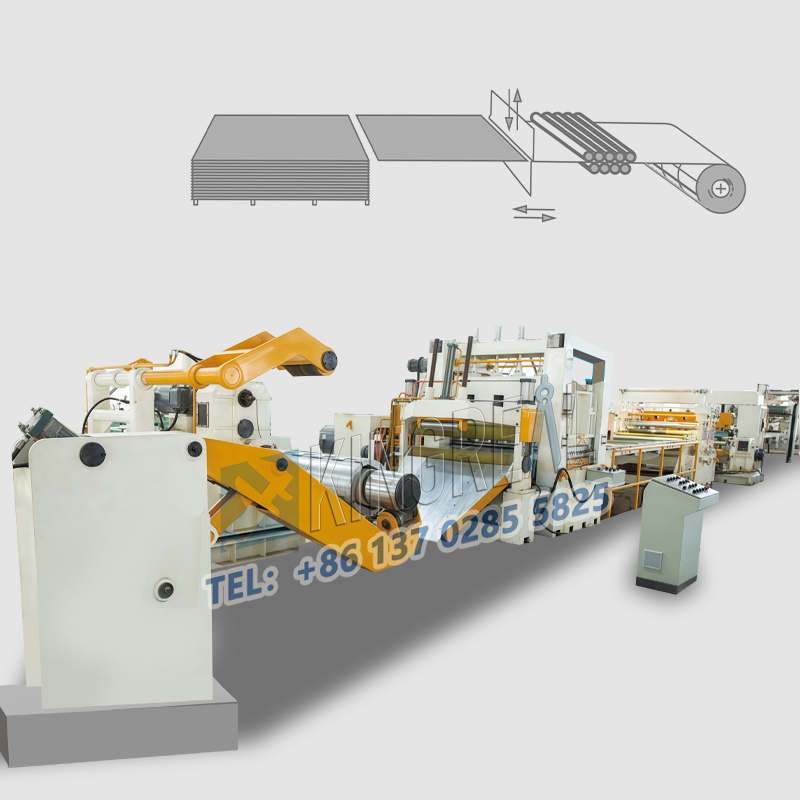
Paslanmaz çelik uzunluk çizgileriMetal işleme endüstrisinde, çelik, paslanmaz çelik, alüminyum, demir, soğuk rulo, sıcak yuvarlanmış ve PPGI dahil olmak üzere çeşitli metal bobinlerin hassas kesilmesi için yaygın olarak kullanılmaktadır.
Üretimdeki mükemmel performanslarına rağmen, uzunluk makinelerine paslanmaz çelik kesim, operasyon sırasında kesme sapması yaşayabilir.
Bu makale, paslanmaz çelik kesimdeki kesme sapmasını üç perspektiften uzunluk çizgilerine kadar sorun gidermeye yöneltecektir: mekanik yapı, kontrol programı ve parametreleri ve malzeme ve proses uyumluluğu.

(1) Tahrik bileşen aşınması
İçindePaslanmaz çelik uzunluk makinelerine kesilmiş, tahrik bileşenlerinin aşınması, kesme sapmasının yaygın bir nedenidir.
Dişliler, dişliler ve uzun süredir faaliyette olan diğer tahrik bileşenleri yıpranabilir, bu da beslenme doğruluğunun azalmasına ve sonuç olarak etkilenen kesme boyutlarına neden olabilir.
Paslanmaz çelik belirtileri uzunluk çizgisi arızası belirtileri: Örneğin, bir otomotiv parça fabrikasında, uzunluk makinesinden paslanmaz bir çelikten kesme makineleri% 30 aşınma yaşadı. 5 mm kalınlığında çelik plakaları sürekli olarak keserken, boyutsal dalgalanma 0,3 mm'ye ulaştı ve kabul edilebilir ± 0.2mm aralığını aştı.
Çözüm: Bu sorunu ele almak için sürücü bileşenlerinin düzenli olarak incelenmesi önerilir. Dişli diş aşınması% 15'i aşarsa veya zincir uzaması% 2'yi aşarsa, derhal değiştirilmelidir.
Eşzamanlı olarak, iletim oranı mekanik iletim doğruluğunu geri yüklemek için kalibre edilmelidir. Bu önlem kesme stabilitesini ve doğruluğunu önemli ölçüde artırabilir.
(2) Takım Sahibi Guide demiryolu temizliği
Takım sahibi ve kılavuz rayı arasındaki artan boşluk da sapmanın kesilmesine katkıda bulunan önemli bir faktördür. Zamanla, takım sahibi kılavuz ray, uzun süreli pistonlama hareketi nedeniyle giyer ve bu boşluk artabilir ve araç tutucu istikrarını etkileyebilir.
Paslanmaz çelik kesintiye göre kesilmiş çizginin belirtileri: normal koşullar altında, takım tutucu ve kılavuz rayı arasındaki boşluk 0,05 mm'den az olmalıdır. Aşırı boşluk, takım sahipinin kesme sırasında sallanmasına neden olabilir ve bu da kesme sayfası boyutunda dalgalanmalara neden olabilir.
Çözüm: Boşluğu kontrol etmek için bir Feeler Gauge kullanın. Standart değeri aşarsa, kılavuz ray ekini ayarlayın veya hasarlı kılavuz ray kaydırıcısını değiştirin. Bir donanım fabrikası, bu ayarlamadan sonra kesme sapmasını 0,25 mm'den 0.08 mm'ye düşürdü ve bu ayarlamanın etkinliğini gösterdi.
(1) Program mantık hataları
İçindeUzunluk makinesinden paslanmaz çelik kesimİşlemler, PLC program mantığı hataları da sapma kesiminin yaygın bir nedenidir. Yemde düzensiz zamanlaması ve programdaki kesme talimatları, malzeme tamamen beslenmeden önce kesimi tetikleyebilir ve bu da alt kesmeye neden olabilir.
Paslanmaz çeliğin uzunluk çizgisi arızasına kesilmesinin belirtileri: Örneğin, bazı durumlarda kesme, malzeme tamamen beslenmeden önce başlar, bu da kesme doğruluğunu doğrudan etkiler.
Çözüm: G/Ç noktası durumunu izlemek ve "besleme algısı kesilmiş" mantığını yeniden düzenlemek için program teşhislerinin kullanılması önerilir. Ek olarak, eylem sırasının doğruluğunu sağlamak için gecikme doğrulama talimatları ekleyin. Bu optimizasyon, paslanmaz çelik kesimin uzunluk makinesine çalışma stabilitesini önemli ölçüde artıracaktır.
(2) yanlış parametre ayarları
Yanlış parametre ayarları aynı zamanda paslanmaz çelik kesimin uzunluk çizgilerine kesme doğruluğunu etkileyen önemli bir faktördür. Yanlış besleme uzunluğu parametreleri veya uyumsuz kesme ve besleme hızları kümülatif sapmalara yol açabilir.
Paslanmaz çelik belirtileri uzunluğa kesilmiş makine arızası: Örneğin, besleme uzunluğu 100 mm'ye ayarlanmışsa, ancak gerçek besleme uzunluğu 99.5 mm ise, uzun süreli çalışma önemli boyutsal sapmaya neden olacaktır.
Çözüm: Besleme darbesi sayısını (milimetre başına darbe sayısı) yeniden kalibre edin ve kesme hızını plakanın kalınlığına ve malzemesine göre ayarlayın. Kalın plakalar için, kesme hızının 30 kez/dakikadan fazla olmayacak şekilde ayarlanması önerilirken, ince plakalar için 60 kez/dakikaya ulaşabilir.
Parametreleri düzelttikten sonra, paslanmaz çelik işleme tesisi, parametre düzeltmesinin önemini gösteren 10 metrelik bir plaka için 0.1 mm'den daha az bir kümülatif sapma elde etti.
(1) Düzensiz plaka stresi
Paslanmaz çelik plakaları keserken, düzensiz stres, kesildikten sonra backback'e neden olabilir ve son boyutsal stabiliteyi etkileyebilir.
Paslanmaz çelik kesiminin uzunluk hattı arızası belirtileri: Örneğin, soğuk yuvarlanan plakanın patlama oranı%1-2 kadar yüksek olabilir, bu da kesmeden sonra boyutsal büzülmeye neden olabilir.
Çözüm: Sacın tesviye veya yaşlanma gibi stres hafifletilmesi veya programdaki broyback'i telafi ettirilmesi önerilir (malzemeye bağlı olarak 0,1-0.3mm telafi değeri ayarlanır). Tazminattan sonra, soğuk haddelenmiş bir tabaka fabrikası, kesme doğruluğunu sağlayarak ≤0.1mm'lik bir kesme boyutu sapması elde etti.
(2) Yem gerilimi dalgalanması
Yem gerilimi stabilitesi doğrudan kesme doğruluğunu etkiler. Besleme silindirinin gerginliği kararsızsa, sac besleme sırasında kayabilir veya kırışabilir, bu da kontrolsüz kesme boyutlarına neden olabilir.
Paslanmaz çelikten kesilmiş uzunluk çizgisi hatası belirtileri: Gerilim kontrolünün başarısızlığı eşit olmayan beslenmeye yol açabilir, bu da kesme kalitesini etkiler.
Çözüm: Gerilim kontrol sistemini incelemek önerilir. Pnömatik gerginlikler conta replasmanı gerektirirken, hidrolik gerginler basınç sensörü kalibrasyonu gerektirir. Ayarlamalardan sonra, bir çelik şerit değirmeni gerilim dalgalanmasını ±% 5'ten ±% 1'e düşürdü ve kesme doğruluğunu etkili bir şekilde iyileştirdi.
 |
 |
 |
OperasyonundaPaslanmaz çelik uzunluk makinelerine kesilmiş, kesme sapması genellikle faktörlerin bir kombinasyonu neden olur. Mekanik yapı, kontrol programları ve parametreleri ile malzeme ve süreç uyumluluğu üzerine odaklanan kapsamlı bir araştırma, sorunları etkili bir şekilde tanımlayabilir ve hedeflenen onarımları uygulayabilir.
Şanzıman bileşenlerini düzenli olarak koruyarak, program mantığını optimize ederek, parametreleri tam olarak ayarlayarak ve malzeme özelliklerine uyum sağlayarak, üreticiler kesme sapmalarını en aza indirebilir ve otomotiv parçaları ve donanım gibi endüstrilerin katı kesme hassas gereksinimlerini karşılayabilir.
Sadece paslanmaz bir çelik kesiminin her yönünü uzunluk çizgisine sürekli olarak geliştirerek, şiddetli rekabetçi pazarda muzaffer kalabilir.
Bu makaledeki analiz ve önerilerin ilgili endüstriler için etkili sorun giderme stratejileri ve çözümleri sağlayacağını umuyoruz.