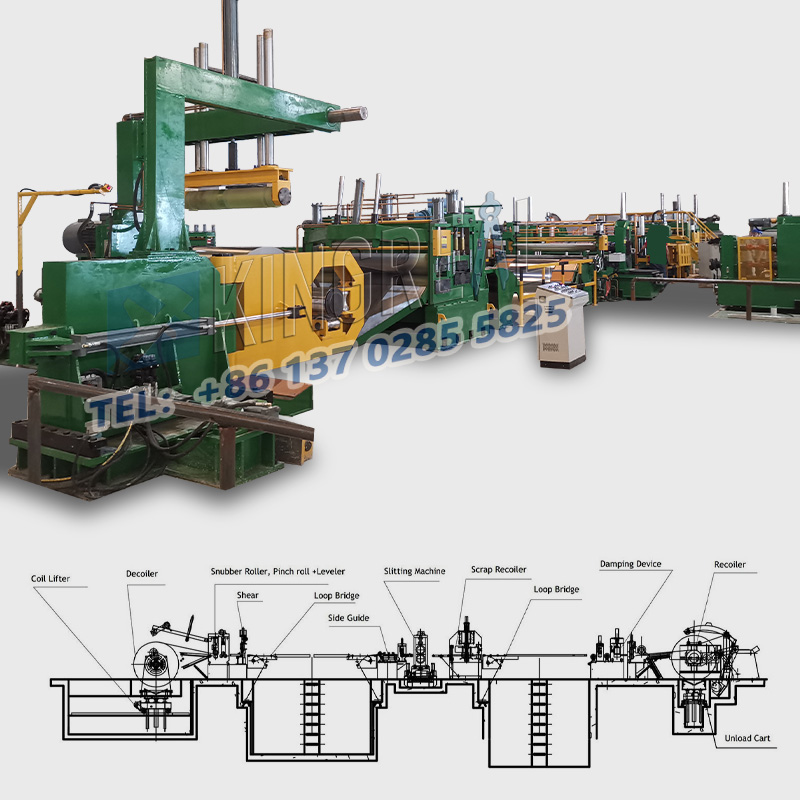
(1) Sac metal kesme makinesi için takım malzemesi seçimiboy kesme makinaları.
Bu makale, mekanik yapı doğruluğu, elektrik kontrol sistemi doğruluğu, takım kalitesi ve bakımı, sac malzeme taşıma ve konumlandırma ve süreç parametre optimizasyonu da dahil olmak üzere, sac boy kesme hatlarının çeşitli yönlerini ele alacak ve sac boy kesme makinesi kalitesinin sırlarını tam olarak ortaya çıkaracaktır.

(1) Sac metal kesme makinesinin mekanik yapı doğruluğu
Bir maddenin mekanik yapısıboy çizgisine göre sac kesimtemelidir ve her bir bileşenin üretim doğruluğu, genel performansını önemli ölçüde etkiler.
Örneğin, kılavuz rayların düzlüğü işleme sırasında önemli ölçüde saparsa, sac malzeme taşıma sırasında kayacak ve bu da hatalı kesim boyutlarına yol açacaktır.
Ayrıca, kılavuz vidanın hatve doğruluğu da aynı derecede kritiktir ve malzeme beslemenin doğruluğunu doğrudan belirler. Hatve hataları kesim uzunluğunda sapmalara neden olarak nihai ürünün kalitesini etkileyebilir.
Örneğin, yüksek hassasiyetli elektronik bileşenler için gereken ince bakır folyo için kılavuz rayın düzlüğü ve kılavuz vida adım doğruluğu gereksinimleri son derece yüksektir. Herhangi bir hafif sapma bakır folyo boyutlarının uygunsuz olmasına neden olabilir ve bu da elektronik bileşenlerin performansını etkileyebilir.
(2) Sac metal kesme makinesi için elektrik kontrol sistemi doğruluğu
Sac metal boy kesme hattının elektrik kontrol sistemi, ekipmanın çalışma parametrelerini düzenler. Doğruluğu, takım ilerleme hızını ve kesme konumunu doğrudan etkiler.
Otomotiv parçalarının, özellikle de yüksek mukavemetli çelik plakaların işlenmesi sırasında doğru servo motor kontrolü çok önemlidir. Bileşen boyut tutarlılığını garanti eder ve her kesme konumu hatasının çok dar bir aralıkta kalmasını sağlayarak otomobil montaj standartlarını karşılar.
Ayrıca önemli olan kontrol sisteminin tepki hızıdır. Hızlı ve doğru tepki, sac metal kesme makinesinin çalışma koşullarına göre zamanında ayarlama yapılmasına olanak tanır ve gecikmelerden kaynaklanan kalite sorunlarından kaçınır.
(1) Sac metal kesme makinesi için takım malzemesi seçimi
İçindeuzunluk çizgilerine göre kesilmiş sac levhatakım malzemesi seçimi işlenen plakanın özelliklerine göre yapılmalıdır.
Yüksek hız çeliği takımlar, mükemmel kesme performansı ve uygun fiyat sağladıkları için yaygın olarak kullanılan yumuşak çelik levhalar için uygundur. Ancak paslanmaz çelik ve alaşımlı çelik gibi daha sert plakaları işlemek için karbür takımlara ihtiyaç vardır.
Mükemmel sertlikleri ve aşınma dirençleri takım ömrünü gerçekten uzatır ve kesim kalitesini garanti eder.
Havacılık sektöründe titanyum alaşımlı plakaların işlenmesi, alaşımın yüksek mukavemetine ve tokluğuna dayanmak için özel ultra sert takım malzemelerinin kullanılmasını gerektiren daha da sıkı takım malzemesi gerektirir.
(2) Sac metal boy kesme makinesi için takım kenarı hazırlığı
Kesilen yüzeyin kalitesi, aletin keskin ve sağlam kenarından büyük ölçüde etkilenir. İnce taşlanmış kesme aletlerinin keskin ve pürüzsüz kenarları, metal levhayı keserken çapakları ve yırtılmaları en aza indirmeye yardımcı olur.
Yüksek kaliteli kesme aletleri, örneğin mimari dekorasyon için alüminyum sacın işlenmesinde, pürüzsüz, eşit bir kesme yüzeyi garanti eder, böylece müteakip taşlama ihtiyacını azaltır ve ürün görünümünü ve üretim verimliliğini artırır.
Hassas bir konumlandırma cihazı, tabakanın kesmeden önce doğru şekilde konumlandırılmasını sağlar. Konumlandırma cihazının doğruluğu, genellikle ±0,1 mm ila ±0,5 mm'ye ulaşacak şekilde, levhanın işleme hassasiyeti gereksinimlerine göre ayarlanmalıdır.
(3) Sac metal kesme makinesinin takım bakımı ve değiştirilmesi
Temizleme ve yağlama gibi düzenli alet bakımı ve bakımı, pası ve artan aşınmayı etkili bir şekilde önleyebilir.
Takım aşınmasının izlenmesi ve ciddi şekilde aşınmış takımların derhal değiştirilmesi, sac boy kesme hattının sürekli ve stabil çalışmasını sağlamak için çok önemlidir. Genel olarak kesici kenar aşınması belirli bir seviyeye ulaştığında (örneğin, takım malzemesine ve işlenen metal levhaya bağlı olarak 0,2 mm-0,5 mm) takımın değiştirilmesi düşünülmelidir.
Aşırı derecede aşınmış takımların sürekli kullanımı, sac kesme kalitesini önemli ölçüde azaltarak boyutsal sapmalara ve çapakların artmasına neden olabilir.
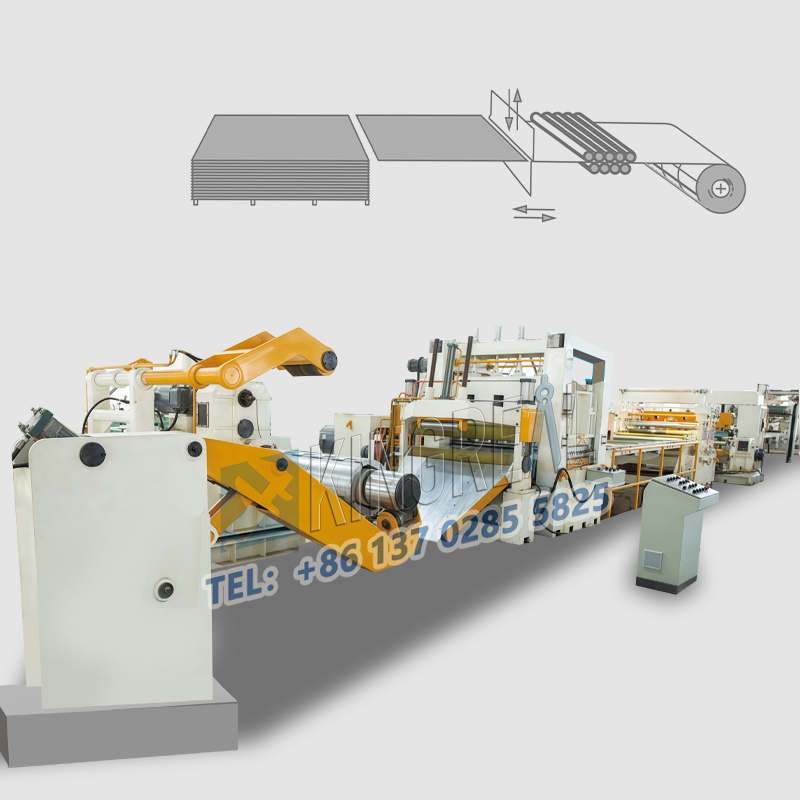
(1)Sacın boy kesme hattı için besleme sistemi stabilitesi
Kağıtların eşit ve doğru şekilde beslenmesini sağlamak için istikrarlı bir besleme sistemi gereklidir.sac boy kesme makinası.
Besleme silindirlerinin yüzey pürüzlülüğü ve yuvarlaklığı, düzgün tabaka aktarımını etkileyebilir. Besleme silindirleri pürüzlüyse veya yeterince yuvarlak değilse, tabaka taşıma sırasında titreyecek ve bu da kesme boyutunda değişikliklere neden olacaktır.
Ayrıca besleme motorunun tahrik torku stabilitesi de önemlidir; Sürüş torkundaki değişiklikler düzensiz ilerleme hızlarına neden olabilir.
Örneğin, cihaz gövdeleri için galvanizli çelik sacların işlenmesi sırasında sabit kesme boyutlarını garanti etmek ve böylece montaj hassasiyetini korumak için çok stabil bir besleme sistemine ihtiyaç vardır.
(2) Sac levhanın boy hattına kesilmesi için konumlandırma cihazı doğruluğu
Hassas bir konumlandırma cihazı, tabakanın kesmeden önce doğru şekilde konumlandırılmasını sağlar. Konumlandırma cihazının doğruluğu, genellikle ±0,1 mm ila ±0,5 mm'ye ulaşacak şekilde, levhanın işleme hassasiyeti gereksinimlerine göre ayarlanmalıdır.
Yaygın konumlandırma yöntemleri arasında mekanik konumlandırma ve fotoelektrik konumlandırma bulunur. Mekanik konumlandırma daha basit bir yapı ancak nispeten düşük doğruluk sunarken, fotoelektrik konumlandırma daha yüksek doğruluk ve daha hızlı yanıt hızları sunar.
Hassas alet bileşenleri için levhaları işlerken, doğru levha konumlandırmasını etkili bir şekilde sağlamak ve ürün kalitesini artırmak için genellikle fotoelektrik konumlandırma cihazları kullanılır.
(1) Sac metal kesme makinesi için kesme hızı ayarı
Kesme boşluğu üst ve alt kesici takımlar arasındaki mesafeyi ifade eder. Boyutu, kesilen yüzeyin kalitesini ve kesici takımların ömrünü önemli ölçüde etkiler.
Ancak daha kalın veya daha sert saclar için çok yüksek kesme hızları sacı bükebilir ve takım aşınmasını arttırabilir. Örneğin, 1 mm kalınlığındaki sıradan çelik sacların işlenmesi için kesme hızı dakikada 30-50 darbeye ayarlanabilir; 5 mm kalınlığa sahip yüksek mukavemetli çelik saclar için kesme hızının dakikada 10-20 vuruşa düşürülmesi gerekir.
(2) Sac metalin boy çizgisine kesilmesi için kesme aralığı ayarı
Kesme boşluğu üst ve alt kesici takımlar arasındaki mesafeyi ifade eder. Boyutu, kesilen yüzeyin kalitesini ve kesici takımların ömrünü önemli ölçüde etkiler.
Çok küçük bir boşluk takımın aşınmasını hızlandıracak ve hatta takımlara zarar verecektir; çok büyük bir boşluk ise kesilen yüzeyde çapak ve yırtıklara neden olacaktır.
Genellikle kesme aralığı sac kalınlığının %5 - %10'una ayarlanmalıdır (belirli değer sac malzemesine bağlıdır).
Aşırı derecede aşınmış takımların sürekli kullanımı, sac kesme kalitesini önemli ölçüde azaltarak boyutsal sapmalara ve çapakların artmasına neden olabilir.