Metal dilme makineleripaslanmaz çelik, çelik, alüminyum, bakır, sıcak haddelenmiş, soğuk haddelenmiş, boyalı sac gibi metal rulolardan kangal açma, dilme, geri sarma gibi işlemlerle müşteri ihtiyaçlarına uygun dar şeritler üretmek için kullanılır. Bu metal dilme hatları metal işleme alanında yaygın olarak kullanılmaktadır. Metal bobinlerin hassas işlenmesinde önemli bir bağlantı olan metal dilme makinesi, ham maddeleri sonraki nihai ürünlerin üretimiyle birleştirir. Bunlar arasında, otomotiv parçaları, ev aletleri kabukları ve boru imalatı gibi alanlardaki metal dilme hatlarına olan talep özellikle güçlüdür.
Bu nedenle metal dilme hatlarını ve dilme süreçlerini anlamak, işletmelerin üretim prosedürlerini optimize etmesine, malzeme israfını azaltmasına, ürün doğruluğunu artırmasına ve sonraki verimli üretim için temel oluşturmasına yardımcı olabilir. Bu makalede KINGREAL STEEL SLITTER, metal dilme makineleri ve dilme işlemlerine ilişkin temel bilgileri herkes için beş ipucuyla tanıtacak.

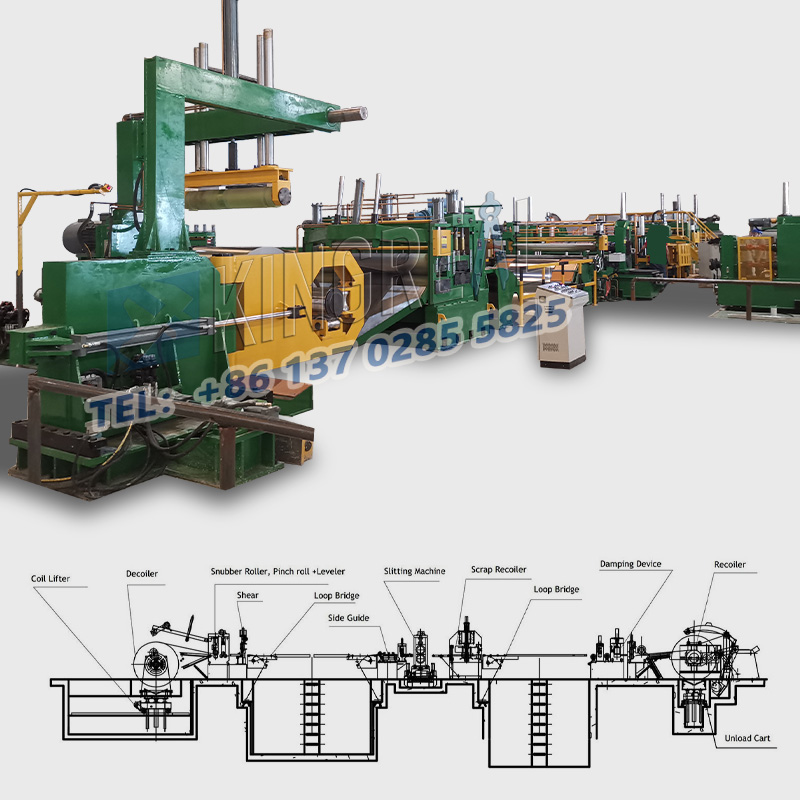
- Metal dilme hattı için rulo açma ünitesi
Açıcı, çelik şeritler ve alüminyum şeritler gibi metal bobinleri stabil bir şekilde serbest bırakmak için kullanılır ve bobinlerin sapmasını veya eşit olmayan gerilime sahip olmasını önler. Genellikle metal dilme makinesiyle donatılmış rulo açıcı, bir bobin destek mili ve bir gerilim kontrol sistemi içerir. Bazı metal dilme makineleri, farklı genişlik/kalınlıktaki metal bobinlere uyum sağlamak için otomatik merkezleme cihazıyla da donatılmıştır.
- Metal dilme hattı için yönlendirme ve tesviye ünitesi
donatmakmetal dilme hattıKılavuzlama & Tesviye Ünitesi ile bobinin nakliye sırasında bükülmesini ve kırışmasını düzeltmeyi, bobinin uzunlamasına dilme aşamasına düz bir şekilde girmesini sağlamayı ve sonraki kesme hatalarını azaltmayı amaçlamaktadır. Buna ek olarak, tesviye etkisi, son kesme tahtasının düzlüğünü doğrudan etkileyerek bobinin düzgünsüzlüğünden kaynaklanan pürüzlü kesme kenarlarını önleyecektir.
- Metal dilme hattı için dilme makinesi
Metal dilme makinesi, birden fazla dilme bıçağı seti aracılığıyla geniş metal bobinleri önceden ayarlanmış boyuta göre dar şeritler halinde keser. Bunlar arasında metal dilme makinesinin bıçak grubu aralığının ayar doğruluğu genellikle ±0,1 mm'dir. Bıçakların malzemesi, yüksek hız çeliği, sert alaşım, farklı sertlikteki metallerle uyumlu gibi müşterinin işleme malzemelerinin doğasına göre KINGREAL STEEL SLITTER mühendisleri tarafından seçilecektir.
- Metal dilme makinesi için sarma ünitesi
Dilme işleminden sonra dar metal şeritler, daha sonraki depolamayı, taşımayı veya bir sonraki işleme prosedürüne (damgalama, bükme gibi) doğrudan girişi kolaylaştırmak için düzgün bir şekilde rulolar halinde sarılır. Sarma sırasında şeridin gerilmesini ve deforme olmasını veya gevşemesini önlemek ve bitmiş rulo malzemenin sıkılığını sağlamak için sarma gerilimi kesme hızıyla uyumlu olmalıdır.
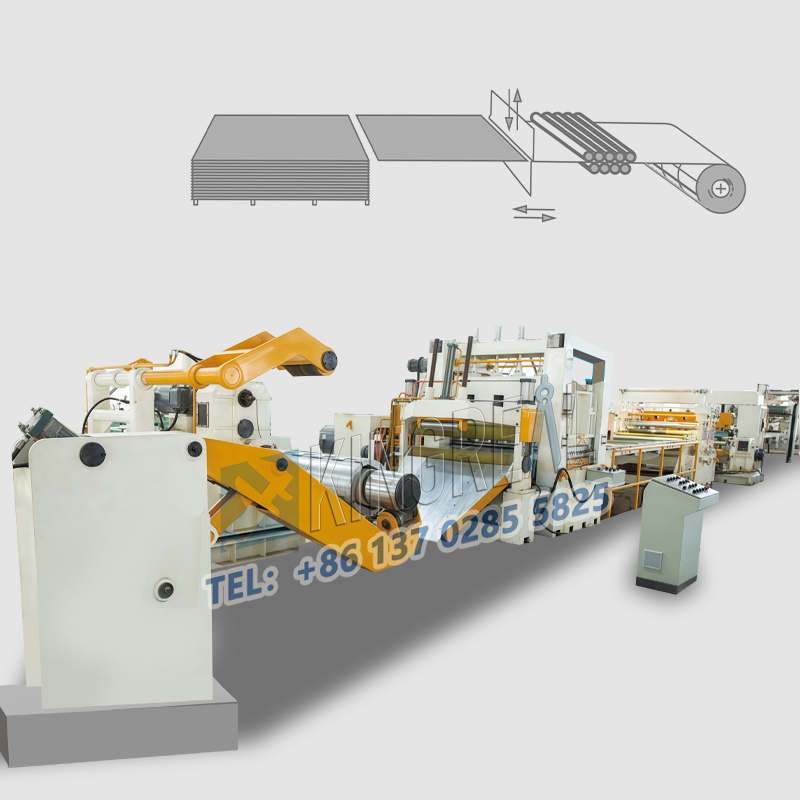
Adım 1: Metal dilme hattı için bobin denetimi ve parametre ayarı
Malzemeyi (karbon çeliği, paslanmaz çelik, alüminyum alaşımı, silikon çeliği vb.), kalınlığını (0,2-16 mm) ve metal bobinin genişliğini test edin ve ilgili parametrelerle eşleştirin.metal dilme hattı. Ekipman kontrol sistemine dilme genişliği, sarma hızı ve gerginlik değeri gibi temel parametreleri girin.
Adım 2: Metal dilme hattını açın ve düzleştirin
Bobin malzemesini serbest bırakmak için açıcıyı çalıştırın, kılavuz mekanizması aracılığıyla hizalayın ve ardından bobin malzemesinin kesme işlemine sorunsuz bir şekilde girmesini sağlamak için tesviye silindiri aracılığıyla bobin malzemesinin iç gerilimini ortadan kaldırın.
Adım 3: Metal dilme makinesi için hassas dilme
Dilme bıçağı grubu önceden belirlenen aralıklarla bobin üzerinde boylamasına kesim gerçekleştirir ve aynı anda bobini presleme mekanizması sayesinde sabitleyerek kesme sırasında bobinin yerinden çıkmasını önler. Kenar kesme kalitesini gerçek zamanlı olarak izleyin (çapak olmaması ve kenarların kıvrılmaması gibi) ve duruma göre takım setinin basıncına veya hızına ince ayar yapın.
Adım 4: Metal dilme makinesi için geri sarma
Dar şeritler, dilimlendikten sonra kılavuz silindir aracılığıyla geri sarıcıya girer ve önceden ayarlanan gerilime göre rulolar halinde sarılır. Bazı modellerde otomatik dilme ve etiketleme işlevleri bulunur
 |
 |
KINGREAL STEEL SLITTER, müşterilerin farklı taleplerine göre çeşitli tiplerde metal dilme hatları tasarlamıştır. Aşağıda metal dilme makinesinin üretim planı verilmiştir.
Metal malzemeye göre: paslanmaz çelik bobin dilme makinesi, çelik şerit dilme makinesi, silikon çelik bobin dilme makinesi, alüminyum bobin dilme makinesi....
Malzeme kalınlığına göre:hafif hizmet dilme makinesi(0,2-3 mm),orta görev dilme makinesi(3mm-6mm),ağır dilme makinesi(6-16 mm).
Otomasyon derecesine göre:tam otomatik metal dilme makinesi, yarı otomatik metal dilme hattı.
Özelleştirmeye göre:yüksek hızlı metal dilme makinesi, çift kesici kafa bobin dilme makinesi, kemer gergi bobini dilme makinesi.
Sorun 1: Kenar kesme sırasında çapak ve kıvrılmış kenarlar görünüyor
Olası nedenler: Bıçak aşınması/pasifleşmesi, bıçak grubu aralığının yanlış ayarlanması ve kesme hızı ile metal malzeme arasındaki uyumsuzluk.
1. Çözüm: Düzenli olarak inceleyinmetal dilme hattıve bıçakları değiştirin, bıçak grubu aralığını yeniden kalibre edin ve kesme hızını metalin sertliğine göre ayarlayın.
Sorun 2: Dilme sonrasında şerit genişliğinde aşırı sapma
Olası nedenler: Bobinin yanlış merkezlenmesi, takım grubunun yetersiz konumlandırma doğruluğu ve bobinin yer değiştirmesine neden olan gerilim dalgalanmaları.
Çözüm 2: Metal dilme makinesinin kılavuz mekanizmasının merkezleme fonksiyonunu kontrol edin, bıçak grubunun konumlandırma sistemini yeniden kalibre edin ve gerilim kontrol parametrelerini optimize edin.
Sorun 3: Rulo malzeme sarma işleminden sonra gevşer veya kırışır
Olası nedenler: yetersiz veya eşit olmayan sarım gerilimi, asenkron sarma hızı ve kesme hızı, bobin malzemesinin eksik hizalanması.
Çözüm: Sarım gerilimini uygun değere ayarlayın, aynı anda kesme ve sarım hızlarını optimize edin ve metal dilme makinesindeki tesviye makinesinin silindir millerinin aşınmış olup olmadığını kontrol edin.
* Dilme işleminin kalite kontrolü
Boyutsal inceleme: Sipariş gerekliliklerini karşıladıklarından emin olmak amacıyla dar şeritlerin genişlik ve kalınlık doğruluğunu denetlemek için kumpaslar ve lazer genişlik göstergeleri kullanın.
Görsel inceleme: Kesilen kenarın pürüzsüz ve çapaksız olup olmadığını ve rulo malzemenin yüzeyinde çizik veya kırışıklık olup olmadığını gözle veya aletlerle kontrol edin.
Performans testi: Dilme işleminden sonra metalin mekanik özelliklerinin (çekme mukavemeti gibi) işleme nedeniyle hasar görüp görmediğini kontrol edin.
*Metal dilme makinelerinin günlük bakımı
Düzenli temizlik: Cihazın iç kısmındaki metal kalıntıları temizleyin.metal dilme hattıtakım tertibatına sıkışmasını veya kılavuz mekanizmasının doğruluğunu etkilemesini önlemek için.
Bileşen yağlaması: Aşınmayı azaltmak için takım ayar grubunun yatakları ve çözme/geri sarma milleri gibi hareketli parçalara düzenli olarak yağlama yağı ekleyin.
Bıçak bakımı: Bıçak sorunları nedeniyle işleme kalitesinin etkilenmesini önlemek için bıçakları düzenli olarak cilalayın ve pasifleştirin veya aşınma derecesine göre değiştirin.
Sistem kalibrasyonu: Metal dilme hattının hassas bir çalışma durumunda olduğundan emin olmak için PLC kontrol sistemindeki parametreleri aylık/üç ayda bir kalibre edin.