Dar şeritlerin kalitesini garanti eden en önemli faktörlerden biri hassas dilimlemedir. Paslanmaz çelik, çelik, alüminyum alaşımı, bakır, boyalı sac, soğuk haddelenmiş veya sıcak haddelenmiş olsun, dilme sırasında sıkı toleransların korunması ürün kalitesi, sonraki işlem verimliliği ve müşteri memnuniyeti ile doğrudan bağlantılıdır. Yarık genişliğindeki küçük farklılıklar, kenar kusurları veya malzeme eğriliğindeki değişiklikler için bile dar şeritler reddedilebilir.
Peki, bir aracı nasıl düzgün bir şekilde çalıştırabilirsiniz?çelik şerit dilme makinesisıkı toleranslara ulaşmak için? Bu makale beş temel hususu incelemektedir: çelik şerit dilme makinesi kurulumu, gerginlik kontrolü, takım konfigürasyonu, malzeme taşıma ve çelik şerit dilme hattı bakımı.

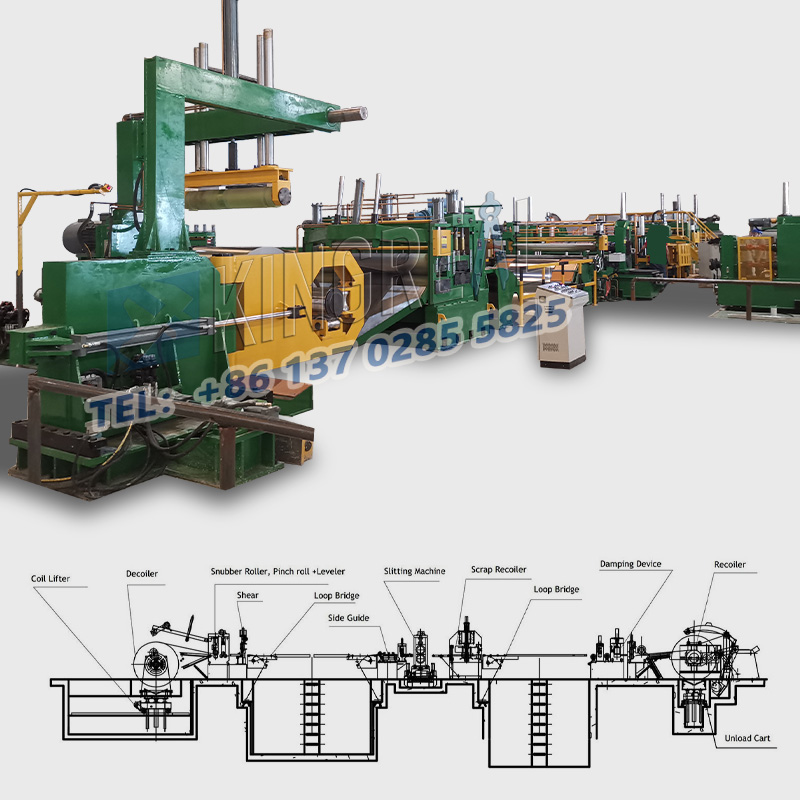
Cihazın ilk kurulumuçelik şerit dilme makinesidilme toleranslarına ulaşmanın temelidir. Başlatmadan önce beş temel hususun ele alınması gerekir:
-Çelik Şerit Dilme Hattı Hizalaması: Malzemeyi çalıştırmadan önce, mandrelin (doğru çekirdek çalışmasını sağlamak için), dilme ekseninin (çözme/geri sarma eksenine paralel) ve çelik şerit dilme makinesi tabanının hizalamasını kontrol edin. Yanlış hizalamadan kaynaklanan hataları önlemek amacıyla hassas bileşen konumlandırmasını sağlamak için lazer hizalama araçları kullanılır.
-Manyetik Çekirdek Seçimi ve Kurulumu: İç çapı çelik şerit dilme makinesinin şaftıyla eşleşen dairesel, düz bir manyetik çekirdek seçin. Kaymayı veya deformasyonu önlemek için güvenli bir şekilde takıldığından emin olun. Çekirdek eş merkezlilik hataları kesme açıklığına gidebilir, dolayısıyla kenar kalitesinden ve genişlik doğruluğundan ödün verilebilir.
-Takım Konumlandırma: Çelik şerit dilme hattı için bir kalibrasyon ölçer veya doğrulanmış bir dijital okuma kullanarak, sipariş spesifikasyonlarına göre dilme genişliğini belirlemek için takım konumunu hassas bir şekilde ayarlayın. Kaymayı ve sapmaya neden olmayı önlemek amacıyla, çalıştırmadan önce aletin yerine kilitlendiğinden emin olmak için kontrol edin.
-Rulo Kılavuzu: Eşit olmayan gerginlik ve kesme sapmasını önlemek ve boyutsal kararlılık sağlamak için, dilme alanına girmeden önce ruloyu ortalamak üzere başlangıç kılavuz konumunu ayarlayın.
-Program Doğrulaması: Çelik şerit dilme makinesi programlanabilirse, toleransları etkileyebilecek parametre hatalarını önlemek için doğru programın yüklendiğini ve gerilim eğrisi ve dilme hızı gibi parametrelerin çalışma gereksinimlerini karşıladığını doğrulayın.
 |
 |
İstikrarlı gerilim, toleransları kesmenin anahtarıdır ve dört temel alanda yönetim gerektirir:
-Gerginlik Tutarlılığı: Boyunca eşit gerginlik sağlayınçelik şerit dilme makinesiÇözme, dilimleme ve geri sarma işlemlerine kadar süreç. Malzeme genişliğindeki değişiklikler, esneme, kenar dalgalanmaları, eğilme ve toleransların tamamı gerilim değişiminden ciddi şekilde etkilenir.
-Bölge Kontrolü: Modern çelik şerit dilme hatları, açma, dilme ve geri sarma için bağımsız gergi bölgelerine sahiptir. Yük hücreleri ve gerilim regülatörleri düzenli olarak kalibre edilmelidir.
-Gerginlik malzeme özelliklerine göre ayarlanmalıdır: çok düşük olması kaymaya ve zayıf izlemeye neden olabilir; çok yüksek olması malzemeyi gererek kenar deformasyonuna neden olabilir.
-Geri sarma: Sıkıştırılabilir malzemeler için, çekirdeğe daha yüksek bir gerilim uygulanır; gerilmeden stabil bir rulo sağlamak için rulo çapı arttıkça yavaş yavaş azalır. Uygun olmayan koniklik kenar hasarına, eşit olmayan sarıma neden olabilir ve genişlik tutarlılığından ödün verilmesine neden olabilir.
-Malzeme Bilgisi: Farklı malzemeler farklı esneme stratejileri gerektirir. Malzemenin elastik modülünü ve akma mukavemetini bilmek, malzeme hasarını veya tolerans ihlallerini önlemek için uygun bir gerilim planının tasarlanabilmesi açısından önemlidir.
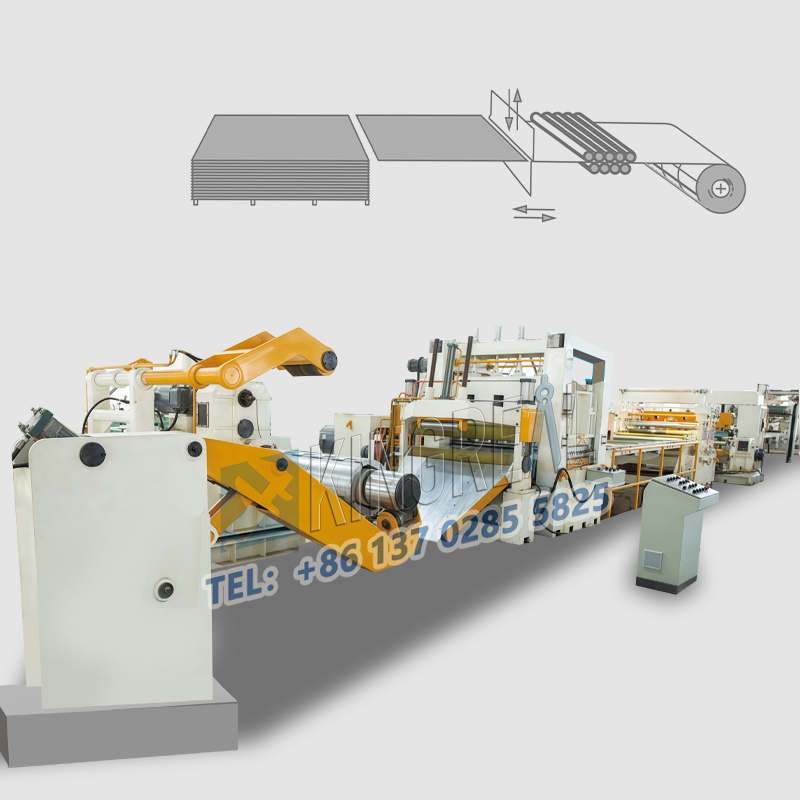
Takım ayarları, dört temel hususa odaklanarak kesim kalitesini ve boyutsal doğruluğu belirler:
-Takım Keskinliği: Körelmiş bir takım malzemeyi sıkıştırabilir veya yırtabilir, çapak oluşturabilir ve toleransları ihlal edebilir. Keskin kenarları korumak için malzemenin aşınma özelliklerine ve işleme döngüsüne dayalı bir takım bileme/değiştirme programı ayarlanmalıdır.
-Takım Tipi ve Dilme Yöntemi: Malzeme ve kesim gereksinimlerine göre takımları seçin. Toleransları sağlamak için müşteri ihtiyaçlarına göre döner kesme (sürekli yüksek hızlı), döner kesme (yüksek hassasiyet) veya sabit kesme (aralıklı küçük parti) arasından seçim yapın.
-Açı Optimizasyonu: Jiletli çelik şerit dilme makinelerinde, kesim kalitesini takım aşınmasıyla dengelemek için bıçak açısını malzemeye göre ayarlayın. Kesme tipi çelik şerit dilme hatları için üst ve alt bıçaklar arasındaki boşluğa ve örtüşmeye ince ayar yapın (üreticinin tablosuna bakın ve malzeme niteliklerini dikkate alın). Uygun olmayan boşluk veya üst üste binme, çapaklara ve pürüzlü kenarlara neden olabilir.
-Operasyonel İstikrar:çelik şerit dilme makinesiBıçak taşıyıcısı bıçak eksenine paraleldir ve döner bıçağın radyal salgısı, "takırtı" işaretlerini ve dengesiz kenar kalitesini önlemek için en aza indirilmiştir.
 |
 |
Plåtskärsax
-Bağlantı Bütünlüğü: Ekipmanın sıkışmasına, gerilim dalgalanmalarına ve kesici kenarda hasara neden olabilecek bağlantı arızalarını veya aşırı kalınlığı önlemek için güçlü, eşit kalınlıkta bağlantılar kullanın.
-Kenar Kılavuzu: Aktif ağ kılavuzları, ağın dilme alanında ortalanmasını sağlamak için kullanılır, böylece eşit olmayan genişliğe ve zayıf dış şerit kenar kalitesine neden olan ağ sapması önlenir.
-Rulo Taşıma: Ruloları yüklemek ve boşaltmak için vinçleri ve şaft vinçlerini kullanın. Çekirdeğe zarar verebilecek ve çekirdeğin eşmerkezliliğini etkileyebilecek darbe veya düşmelerden kaçının.çelik şerit dilme makinesikurulum. Kenar hasarını ve deformasyonu önlemek için bitmiş ruloları dikkatli bir şekilde tutun.
-Enkaz Yönetimi: Dilme alanını temiz tutun ve atıkları, ağı saptırmasını, kesiciye müdahale etmesini veya ruloya takılıp kalite ve toleransları etkilemesini önlemek için derhal temizleyin.
Bakım kararlılığı sağlarçelik şerit dilme makinesiBeş temel alana odaklanarak çalışma ve tolerans doğruluğu:
-Önleyici Bakım: Üreticinin programına göre bileşen hizalamasını, yatakları, kayış gerginliğini, dişli aşınmasını ve pnömatik/hidrolik sistemleri kontrol edin ve olası sorunları derhal ele alın.
-Yağlama Yönetimi: Bileşen aşınmasına ve titreşime neden olabilecek aşırı yağlamayı (zayıf ısı dağılımı) veya yetersiz yağlamayı (yüksek sürtünme) önlemek için belirtilen süreye, miktara ve türe göre yağlayın.
-Bileşen Aşınma Denetimi: Rulmanlar, miller ve dişliler gibi önemli bileşenleri düzenli olarak inceleyin ve titreşimin, kaymanın ve yanlış hizalamanın toleransları etkilemesini önlemek için ciddi şekilde aşınmış bileşenleri derhal değiştirin.
-Kalibrasyon ve Bakım: Kalibre edilmemiş cihazlardan kaynaklanan ve parametre ayarlarını etkileyebilecek ölçüm hatalarını önlemek için gerilim sensörlerini, yük hücrelerini ve dijital konumlandırma sistemlerini düzenli olarak kalibre edin.
-Temizleme: Sorunsuz çalışmayı sağlamak ve sorun tespitini kolaylaştırmak için çelik şerit dilme makinesini özellikle yatakların, kılavuz rayların ve sensörlerin etrafındaki toz, yağ ve döküntülerden temizleyin.