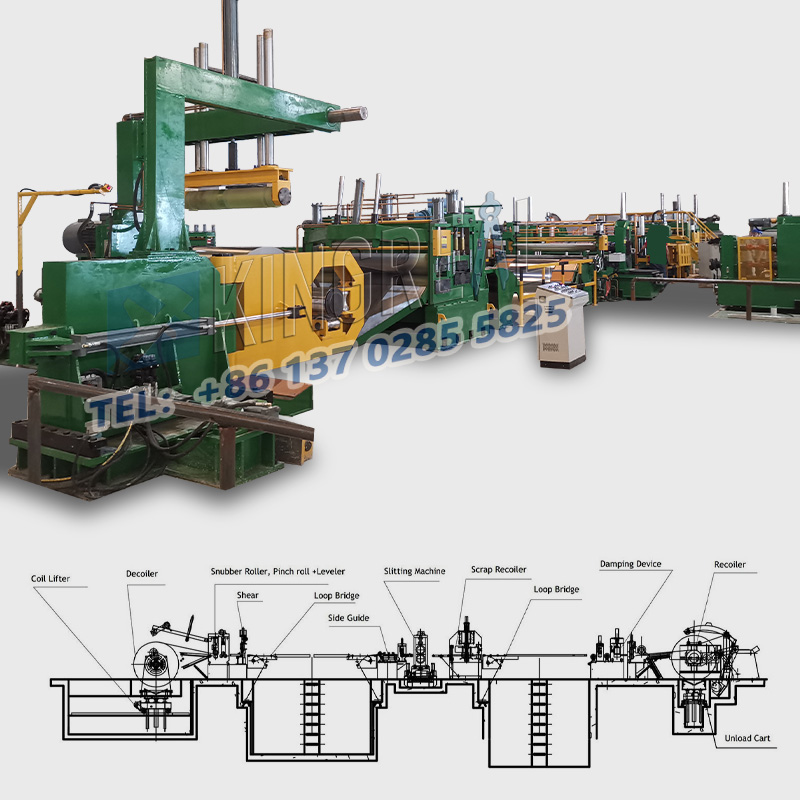
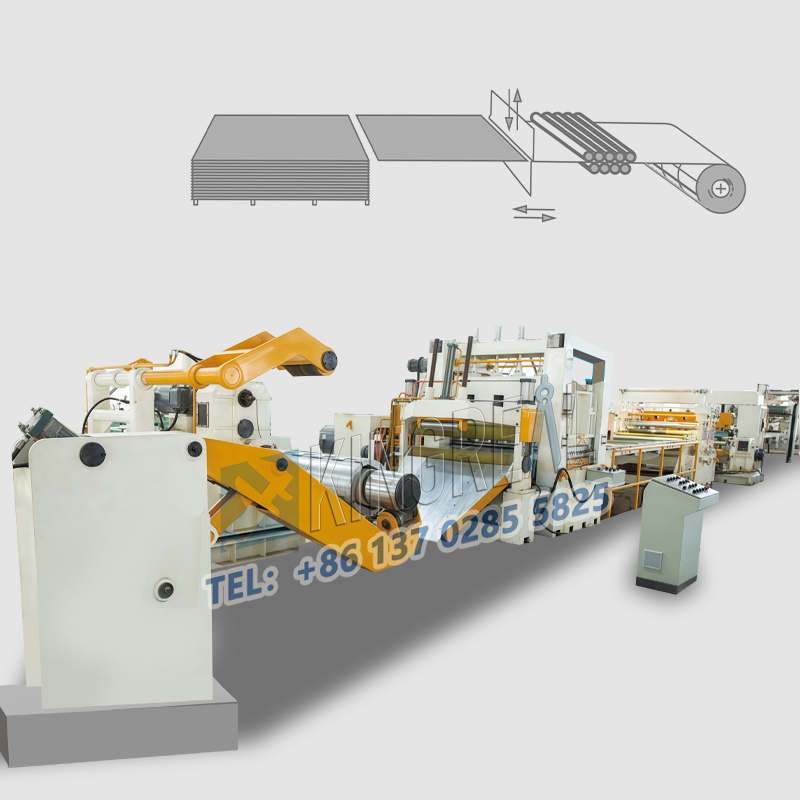
Çelik rulo dilme hatlarıYüksek hassasiyetle ve çapaksız dar şeritler üretmek için geniş malzeme rulolarını açma, dilme ve geri sarma gibi işlemleri gerçekleştirin. Bununla birlikte, çelik bobin dilme makinesinin çalışması sırasında, anormal sarma şekli ve sac metal işleme deformasyonu da dahil olmak üzere bazı anormal olaylar meydana gelebilir. KINGREAL STEEL SLITTER'ın bu makalesi, verimli çalışmayı sağlamak için çelik rulo dilme hatlarındaki yaygın sorunların nasıl çözüleceğine dair ayrıntılı bir açıklama sağlayacaktır.
1. Yumuşak Bobin
-Olay: Gevşeklik nedeniyle çelik bobin, sarma makinesinin milinden çıkarıldığında oval şekilli yumuşak bir bobin geliştirir.
-Çözüm: Sarma başlangıcında yeterli gerilim olduğundan emin olun, ardından bobin hacmi büyüdükçe basıncı yavaş yavaş azaltın. Doğru gerginlik ayarı, yumuşak bobinlerin oluşmasını etkili bir şekilde önleyebilir.
2. Düzensiz Sarma
-Olay: Çelik bobin, yanlış sarılmanın neden olduğu teleskopik bir form gösterir.
-Nedenler ve Çözümler:
A. Yetersiz gerilim: Başlangıçtaki gerilim düşükse, bitirme sırasında hizasızlıkların ortaya çıkması kaçınılmazdır. Sarma ile başlayarak gerginliğin artırılması tavsiye edilir; bobin hacmi büyüdükçe kademeli olarak azaltın.
B. Dengesiz gerilim: Kötü kesme açısı veya kılavuzun yanlış hizalanması her iki tarafta da dengesiz uzunluklara neden olabilir. Gerilim değişiklikleri olasılığını en aza indirmeye yardımcı olmak için geri sarma makinesinin doğru şekilde hizalandığından emin olun; ayarlarını kontrol edin.
C. Zayıf iç kelepçe bağlantı konumu: Tutarsız bağlantı gerilim değişikliklerine neden olur; tutarlılığı sağlamak için ayırıcı konumunun yeniden ayarlanması gerekir.
D. Döngüde sola ve sağa sallanan çelik şerit: Aşağıya doğru bastırmak için keçe gibi yumuşak malzemelerin kullanılması, sallanmayı etkili bir şekilde önleyebilir.
E. Üretim hattının durması: Durduktan sonra yeniden başlatıldığında, sabit sarım basıncını korumak için gerilimin geri kazanılmasına dikkat edilmelidir.
F. Yanlış ayırıcı genişliği ayarı: Ayırıcı genişliğinin, genellikle bitmiş ürün genişliği artı plaka kalınlığının uygun şekilde ayarlandığından emin olun.
3. İç Çap Kemeri
-Olay: Sarma işlemi sırasında çelik bobin, sarma makinesinden çıkarıldığında aniden iç çapta bir kavis sergiler.
-Neden: Bu genellikle, özellikle kalın levhaları işlerken aşırı sarma gerilimiyle ilgilidir.
-Çözüm: Basıncı ayarlayın ve iç çapın bükülmesini önlemek için eşit gerginlik sağlayın.
1. Yılan Gibi Bükme (Orak Bükme)
-Olay: Kesme, çelik bobinin genişlik yönünde bükülmesine neden olur.
-Nedenleri ve Karşı Önlemler:
A. Hammadde sorunları: Ana bobindeki artık gerilim, kesme sonrasında serbest kalır. Malzeme işleme sırasında gerilim giderme işleminin yapılması tavsiye edilir.
B. Çapak sorunları: Çapaklar eşit olmayan kenar kalınlığına neden olur. Çapakları önlemek için işleme sırasında keskin aletleri koruyun.
C. Düzensiz bıçak aralığı: Belirli alanlarda aşırı büyük veya küçük boşluklardan kaynaklanan esneme farklılıklarını önlemek için eşit bıçak aralığı sağlayın.
D. Geri sarıcının tek taraflı gerilimi: Eşit genel gerilimi koruyun ve tutarlılığı sağlamak için ayırıcıları ve gergi plakalarını ayarlayın.
E. Aşırı sıkı yan kılavuzlar: Aşırı sıkılığı önlemek için kesme sırasında yan kılavuzları uygun şekilde ayarlayın.
2. Kenar Dalgaları
-Olay: Çelik şeridin kenarları gerilme nedeniyle deforme olur.
-Nedenleri ve Karşı Önlemler:
A. Çapakların neden olduğu kenar dalgaları: Çapak izlemeyi güçlendirin ve derhal müdahale edin.
B. Ölçme silindirinden aşırı basınç: Aşırı gerilmeyi önlemek için silindir basınç parametrelerini ayarlayın.
C. Kesici takımların yan aşınması: Kesme kalitesini garanti etmek için kesici takımın durumunu sık sık kontrol edin.
D. Yan kılavuzlardaki yükseklik farkı: Tutarlılığı sağlamak için kesici aletlerin yüksekliğini düzenli olarak kontrol edin.
E. Geri toplayıcıdan önce saptırma silindirinin aşınması: Eşit gerginlik sağlamak için ön silindirin aşınmasını düzenli olarak ölçün.
3. Bel Kırışıklıkları
-Olay: Çelik levhanın genişlik yönünde boydan boya kırışıklıklar ortaya çıkar.
-Nedenleri ve Karşı Önlemler:
A. Yarık bıçağının neden olduğu kırışıklıklar: Lastik halkaların boyutunu, kesici aletlere takılmalarını önleyecek şekilde ayarlayın.
B. Hammadde şekli sorunları: Üç silindirli tesviye makinesi kullanın ve kesme adımından önce kalite kontrolleri yapın.
C. Genişleyen ve daralan tamburla ilgili sorunlar: Eşitsizliği önlemek için, genleşme ve büzülme işlemi sırasında çelik şerit ile tambur arasında iyi temas olduğundan emin olun.
4. Sarma İşaretleri
-Olay: Toplayıcının genişleyen ve daralan tamburunun yüzeyinin düzgünsüzlüğü sarım kalitesini etkiler.
-Karşı önlemler: Genişleyen ve daralan tamburun yüzeyini düzenli olarak inceleyin ve derhal yeniden ayarlayın veya değiştirin.
5. Kırışıklıklar
-Olay: Çelik levhanın yüzeyinde kırışıklıklar belirir.
-Nedenler ve Çözümler:
A. Astar kağıdı sorunları: Astar kağıdının kalitesinden emin olun ve üst üste binmeyi ve kırışmayı önleyin.
B. Lastik halka sorunları: Gevşek olmadıklarından emin olmak için lastik halkaların durumunu düzenli olarak inceleyin.
C. Yanlış gerginlik ayarı: Kırışıklıkları önlemek için gergi plakasının ayarını güçlendirin.
Sorun giderirkençelik bobin dilme hattıArızalarda sistematik bir yaklaşım benimsenmelidir. Genellikle aşağıdaki adımlar takip edilebilir:
-Veri kaydı: Arıza meydana geldiğinde çalışma ortamını, zamanı ve ayarlanan parametreleri kaydedin.
-Yerinde inceleme: Çelik rulo dilme makinesinin çalışma durumunu gözlemlemek için görsel bir inceleme yapın.
-Operatörle iletişim kurun: Operatöre arıza oluşmadan önceki çalışma adımlarını sorun.
-Adım adım sorun giderme: Yukarıdaki arıza sınıflandırmasına göre olası sorunları tek tek kontrol edin.
-Alet kullanımı: Ölçme ve ayarlama için gerekli alet ve aletleri kullanın.
KINGREAL STEEL SLITTER, bu makale aracılığıyla, çelik kesme makinesinin işleyişindeki çeşitli sorunlarla etkili bir şekilde başa çıkabileceğinizi umuyor.çelik bobin dilme hattıistikrarlı ve sürekli üretim sağlamak. Düzenli bakım ve profesyonel eğitim de arızaları önlemek için önemli önlemlerdir.