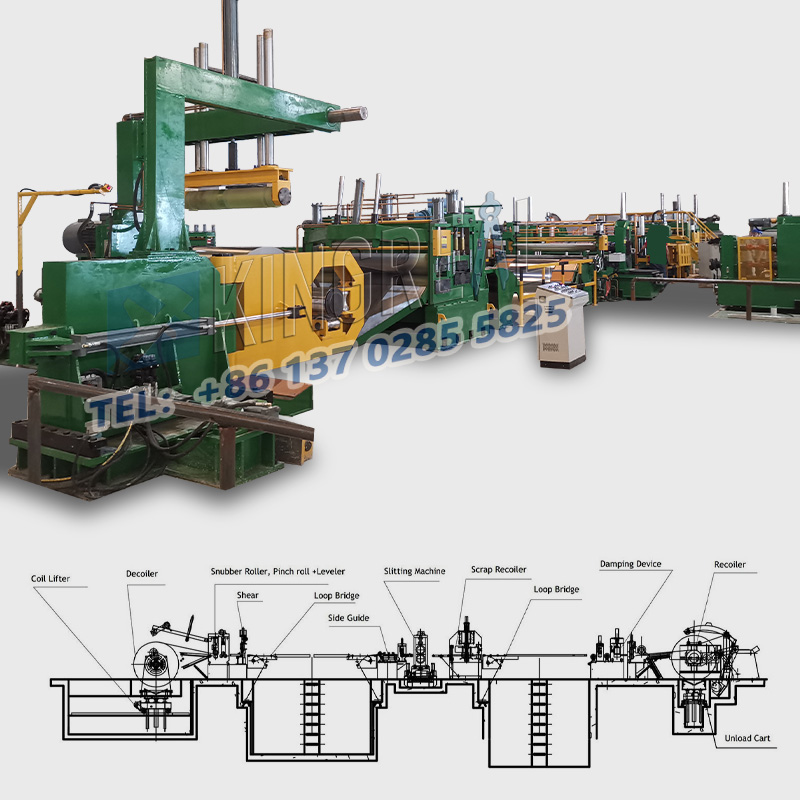
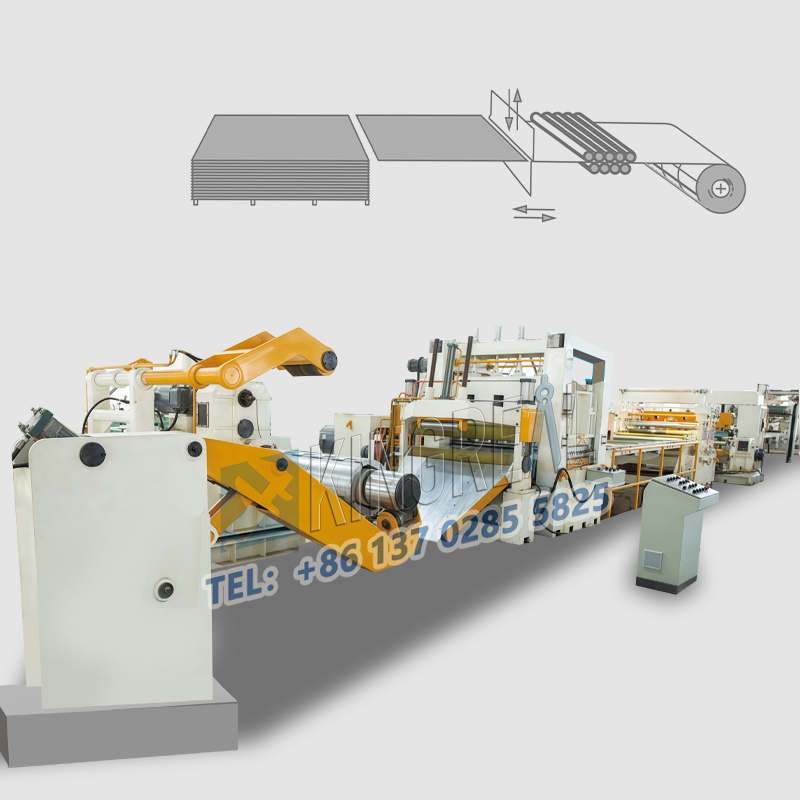
Metal dilme makinelerimetal işleme endüstrisinde, öncelikle büyük metal malzeme rulolarını birkaç dar şerit halinde kesmek için yaygın olarak kullanılmaktadır. Ancak fiili çalışma sırasında metal dilme hatlarında çeşitli anormallikler yaşanabilir ve bu da işleme verimliliğinin azalmasına veya malzeme israfına yol açabilir. KINGREAL STEEL SLITTER'ın bu makalesi, metal dilme makinelerindeki bazı yaygın operasyonel sorunları ele alacak ve kullanıcıların metal dilme hatlarını daha iyi kullanmalarına yardımcı olacak ilgili çözümler sunacaktır.
1.1 Bobin Çöküşü
Dilme işleminden sonra çelik bobin makaradan çıkarıldığında çoğu zaman çöker ve oval bir şekil alır. Bu olgunun ana nedeni, sarım işlemi sırasında gerilimin yetersiz olması veya çelik şerit yüzeyinde pas önleyici yağın bulunması, katmanlar arasında yeterli sürtünmenin engellenmesidir. Bu sorunu çözmek için aşağıdaki önlemler alınabilir:
1.1.1 Bobin deformasyonunu önlemek için sarma işlemi sırasında yeterli gerilimin uygulandığından emin olun.
1.1.2 Çelik şerit yüzeyini temiz ve yağsız olduğundan emin olmak için düzenli olarak inceleyin, böylece katmanlar arasında iyi bir sürtünme sağlayın.
1.2 Düzensiz Çelik Rulo Kenarları
Düzensiz çelik rulo kenarları temel olarak aşağıdaki faktörlerden kaynaklanır:
1.2.1 Zayıf Gerilim: Sarımın başlangıcındaki zayıf gerilim ve sargının sonundaki güçlü gerilim, düzensiz sarıma neden olur. Bunu önlemek için sarım başlangıcında gerilim artırılmalı, sonunda ise azaltılmalıdır.
1.2.2 Düzensiz Gerilim Dağılımı: Çelik şerit ön kenardan düz kesilmezse veya kesme sırasında kelepçeler çelik şeridin ön kenarına kenetlenirse, bu durum eşit olmayan gerilim dağılımına yol açacaktır. Çalıştırmadan önce, eşit gerginlik sağlamak için kesme şeridinin makara yüzeyine sıkıca tutturulduğunu doğrulayın.
1.2.3 Döngü Çukurundaki Salınım: Eğer çelik şerit döngü çukurunda bir yandan diğer yana salınırsa ve küçük kılavuz makaralar düzgün şekilde sabitlenmezse, bu durum gergi plakası açısında değişikliklere neden olarak düzensiz sarıma neden olabilir. Salınımı azaltmak için, ilmek çukurundan sonra çelik şerit yüzeyine temas edecek şekilde bir halı veya keçe kullanılabilir ve küçük kılavuz makaralar sabitlenmelidir.
1.2.4 Çapak Oluşumu: Dar çelik şeritler için, büyük çapaklar veya kesme sırasında her iki taraftaki tutarsız çapaklar eşit olmayan sarıma neden olabilir. Çelik şeridin, çapak çukurunda çapakları yukarı bakacak şekilde, çapakların aşağıya bakacak şekilde çevrilmesi tavsiye edilir, böylece bu sorun etkili bir şekilde önlenir.
Dilme işleminden sonra çelik şerit, yanal bükülme gibi deformasyonlar sergileyebilir. Nedenleri oldukça karmaşık:
2.1 Düzensiz Kesme Boşluğu:
birmetal dilme makinesi, kesici mil omzundaki hatalı referans noktaları, kesici mil yatağındaki aşırı eksenel açıklık veya ara parçadaki veya kalınlığındaki hatalar, düzensiz kesme boşluklarına yol açarak deformasyona neden olabilir. Metal dilme hattının normal çalışmasını sağlamak için düzenli olarak kontrol edilmesi ve kalibre edilmesi bu durumu etkili bir şekilde önleyebilir.
2.2 Malzeme Kalınlığı Değişimi:
Geniş malzemenin orta ve kenar kısımları arasındaki kalınlık farkı özellikle haddelenmiş malzemelerde sık karşılaşılan bir sorundur. Metal dilme hattı hassasiyeti ve ayarlama tekniklerindeki farklılıklar nedeniyle, farklı üreticilerin malzemelerinin kalınlık farklılıkları da farklılık göstermektedir. İşlemeden önce kalınlık testi yapılması ve gerçek kalınlık farkına göre ayarlanması tavsiye edilir.
2.3 Temel Malzemenin Bükülmesi:
Haddeleme sırasında ana malzemede oluşan iç gerilime potansiyel artık gerilim adı verilir. Boyuna dilme sonrasında gerilim dengesinin kaybı çelik şeritlerin bükülmesine neden olabilir. Bu nedenle yüksek kaliteli hammaddelerin seçilmesi ve haddeleme prosesinin optimize edilmesi önemli çözümlerdir.
2.4 Tutarsız Çapaklar veya Kenarlar:
Sarma sırasında daha büyük çapakların olduğu tarafta plaka kalınlığı daha fazlaysa, bu daha büyük bir bobin çapına yol açacak ve trompet şeklinde bir kıvrım oluşturacaktır. Bu sorunu çözmek için diğer tarafa uygun kalınlıkta bir kağıt yerleştirilebilir veya bir dilme işlemi uygulanabilir.
2.5 Şeridin Dalgalı Kenarları:
Sarma işlemi sırasında çapakların varlığı, çelik şeridin kenarında kalınlığın artmasına ve bunun sonucunda da kenar uzamasına neden olabilir. Metal dilme makinesinin çalışması sırasında yanal basıncı azaltmak için yatay boşluğun arttırılması gerekir. Ayrıca kesilen malzemeye uygun bıçakların kullanılması ve bıçak aşınmasının azaltılması da bu sorunun çözülmesine yardımcı olur.
3.1 Bıçaklara Yakalanmak
Dar bir çelik şeridi keserken, parmak şeklindeki baskı plakası iki dış bıçak arasındaki boşluğu tamamen doldurmazsa, çelik şerit iki dış bıçak tarafından yakalanabilir ve bu da kırışıklıklara neden olabilir. Bu sorunu önlemek için etkili bir strateji, dış bıçaklar arasındaki boşluğu düz bir baskı plakası ile doldurmak ve sürtünmeyi azaltmak için bıçaklara düzenli olarak gazyağı uygulanmasını sağlamaktır.
3.2 Sarma Tamburu Çenelerinde Kırışma
Metal dilme makinelerinde, ilk sarım geçişinde çelik şerit sarım tamburuna sıkı bir şekilde oturmazsa sonraki sarım sırasında kırışıklıklar meydana gelebilir. Bunu önlemek için sarım tamburu çeneleri düzenli olarak kontrol edilmeli ve sarım başlangıcında çelik şeridin tambura güvenli ve sıkı bir şekilde tutturulması sağlanmalıdır.
4.1 Baskı Plakalarının Neden Olduğu Bıçak İzleri
Baskı plakasının yüksekliği kılavuz plakasıyla tutarsızsa, çelik şerit üzerinde aşırı basınca neden olarak bıçak izlerine neden olabilir. Bu nedenle, baskı plakasının yüksekliği düzenli olarak kontrol edilmeli ve kılavuz plakasının yüksekliğiyle tutarlı olduğundan emin olmak için ayarlanmalıdır.
4.2 Bıçak Baskı Plakasının Titreşimi
Bıçak baskı plakasının yukarı ve aşağı titreşmesi de bıçak izlerine neden olabilir. Bu bıçak izleri genellikle aralıklıdır ve ana nedenler arasında iş mili bükülmesi, bıçak ile iş mili arasında aşırı boşluk ve bıçağın diğer tarafında metal artıklarının sinterlenmesi yer alır. Milin durumunu kontrol etmek ve bıçakları temiz tutmak, bıçak izlerinin oluşmasını etkili bir şekilde azaltabilir.
Metal dilme hatlarıGünlük kullanım sırasında kaçınılmaz olarak çeşitli sorunlarla karşılaşılır, ancak titiz bir inceleme ve bakımla birçok sorun önlenebilir veya azaltılabilir. Metal dilme makinelerine yönelik yaygın sorunları ve bunların çözümlerini anlamak ve bunlara hakim olmak, kullanıcıların üretim süreçlerini optimize etmesine ve iş verimliliğini artırmasına yardımcı olabilir. KINGREAL STEEL SLITTER, yukarıdaki önerilerin metal dilme hattınızı kullanırken size değerli bir referans sağlayacağını ve sürekli ve verimli çalışmasını sağlayacağını umuyor. Herhangi bir sorunuz varsa, lütfen KINGREAL STEEL SLITTER ile iletişime geçmekten çekinmeyin!