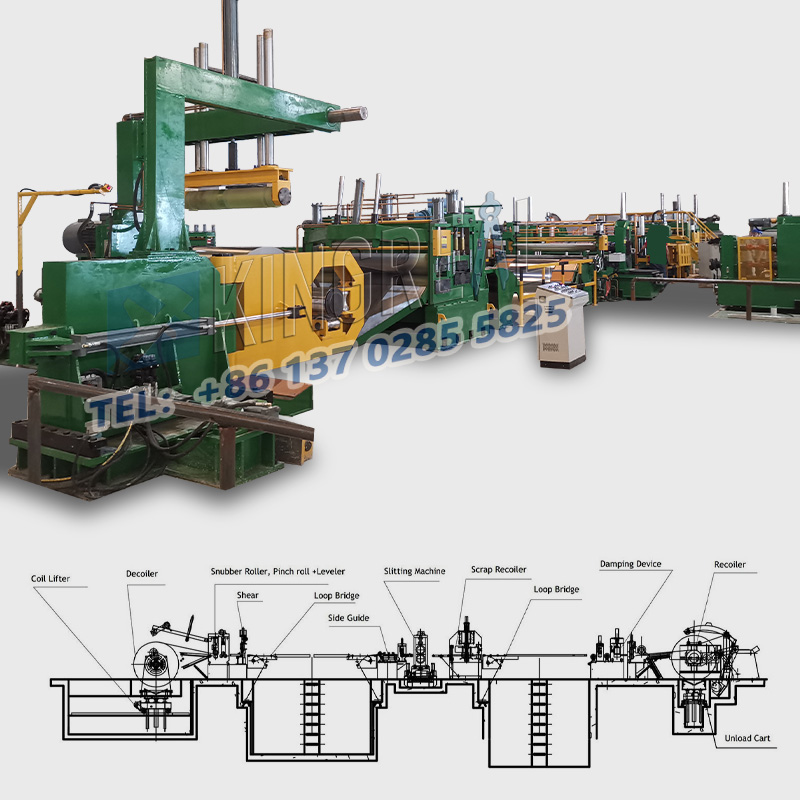
Modern imalatta,metal dilme makineleriVeuzunluk hatlarına göre bobin kesimiçelik, inşaat, otomotiv ve elektrikli ev aletleri gibi endüstrilerde yaygın olarak kullanılan, metal malzemelerin boylamasına ve enine kesilmesine yönelik temel ekipmanlardır. Metal dilme makinelerini ve boy kesme hatlarını satın alırken kullanıcıların en uygun ekipmanı seçmek için kendi ihtiyaçlarını ve gerçek koşulları tam olarak dikkate almaları gerekir. Bu makale, metal işleme endüstrisinin verimli, hassas ve akıllı üretim elde etmesine yardımcı olmak için metal dilme makinelerini ve bobin boy kesme hatlarını seçerken dikkate alınması gereken faktörleri ayrıntılı olarak açıklayacaktır.
1. Malzeme Kalınlığına Göre Metal Dilme Makinası Tipinin Seçilmesi
Bir satın alırkenmetal dilme makinesimalzeme kalınlığı önemli bir faktördür. Malzeme kalınlığına göre farklı tipte metal dilme makineleri seçilebilir.
1.1 İnce Malzemeler (0.2~3mm)
Uygulanabilir Modeller: Hafif Ölçme Dilme Makinesi
Temel Gereksinimler:
Yüksek Hassasiyetli Kılavuzlama: Doğru ve tutarlı kesim sağlamak için kılavuz doğruluğu ±0,01 mm'ye ulaşmalıdır.
Düşük Gerilim Kontrolü: İnce malzemeler işleme sırasında çekme deformasyonuna eğilimlidir, bu nedenle malzeme deformasyonunu önlemek için etkili bir gerilim kontrol sistemine ihtiyaç vardır.
İnce Bıçaklar: Malzeme kaybını azaltmak için bıçak kalınlığı 0,3~0,8 mm aralığında olmalıdır. Bir metal dilme makinesinin özü, kılavuz doğruluğu ve gerginlik kontrolünde yatmaktadır. Bu metal dilme makineleri genellikle kesme işlemi sırasında malzemenin stabilitesini sağlamak için gelişmiş gerilim kontrol sistemleriyle donatılmıştır.
1.2 Orta Malzemeler (3.0~6.0mm)
Uygulanabilir Modeller: Orta Ölçü Dilme Makinesi
Temel Gereksinimler:
Kararlı Gerginlik Kontrolü: Malzeme kesme kalitesini sağlamak için gerilim kontrolü doğruluğu ±%2~%5 arasında olmalıdır.
Yüksek Mukavemetli Takım Tutucu: Takım tutucunun, takım mili deformasyonunu etkili bir şekilde önlemek ve genel makine stabilitesini artırmak için yüksek mukavemete sahip olması gerekir.
Opsiyonel Otomatik Taşlama Sistemi: Bu özellik bıçak ömrünü uzatır, takım değiştirme sıklığını azaltır ve üretim maliyetlerinden tasarruf sağlar.
Orta kalınlıktaki dilme makinelerinin, orta kalınlıktaki malzemelerin kesme gereksinimlerini karşılamak için malzeme stabilitesini ve takım dayanıklılığını dengelemesi gerekir.
1.3 Kalın Malzemeler (6.0~16.0mm)
Uygulanabilir Modeller: Ağır Ölçme Dilme Makinesi
Temel Gereksinimler:
Yüksek Sertlikte Çerçeve: Kalın malzemeleri keserken makine gövdesinin stabilitesini sağlamak için dökme demir veya kaynaklı güçlendirilmiş çerçeve kullanılır.
Yüksek güçlü motor: Metal dilme makinesinin kalın malzemeleri işlemek için yeterli kesme kuvvetine sahip olmasını sağlar.
Aşınmaya dayanıklı karbür bıçaklar: Aşınmaya dayanıklı bıçaklar, yüksek yükler altında keskinliğini koruyarak bıçak değiştirme sıklığını azaltır.
Bir metal dilme makinesi seçerken, malzeme kalınlığının dikkate alınması, ekipmanın düzgün çalışmasını sağlamak için esastır. Farklı malzeme kalınlıkları için uygun metal dilme makinesi tipinin seçilmesi, üretim verimliliğini önemli ölçüde artırabilir.
2. Gerginlik Kontrol Yöntemlerinin Karşılaştırılması
Gerginlik kontrolü dilme işleminde çok önemli bir faktördür. Farklı işleme senaryoları için farklı gerilim kontrol yöntemleri uygundur; kullanıcılar gerçek ihtiyaçlarına göre seçim yapmalıdır.
|
Gerginlik Kontrol Tipi |
Kesinlik |
Uygulanabilir Senaryolar |
Avantajları ve Dezavantajları |
| Mekanik Germe |
±%10 |
Düşük hız, düşük maliyet gereksinimleri |
Düşük fiyat √ dalgalanmaya eğilimli × |
| Hidrolik Germe |
±%5 |
Orta kalınlıkta standart dilme |
İyi stabilite √ daha yüksek enerji tüketimi × |
| Servo Kapalı Döngü Gerilimi |
±%1 |
Yüksek hassasiyetli ince plaka dilme |
Hızlı yanıt ve enerji tasarrufu √ daha yüksek maliyet × |
| Manyetik Toz Frenleme Gerginliği |
±%3 |
Orta hızda dilme (bakır ve alüminyum işleme) |
Kolay ayarlama √ yüksek ısı üretimi × |
3. Bıçak Seçimi ve Ömür Optimizasyonu
Bıçaklar önemli bir bileşendirmetal dilme makinelerive bunların seçimi kesme sonuçlarını ve malzeme kaybını doğrudan etkiler.
3.1 Bıçak Malzemesi Karşılaştırması
|
Malzeme |
Uygulanabilir Malzemeler |
Ömür |
Maliyet |
| Yüksek Hız Çeliği (HSS) |
Sıradan Çelik, Alüminyum |
Orta |
Düşük |
| Sert Alaşım (Tungsten Çelik) |
Paslanmaz Çelik, Silikon Çelik |
Uzun |
Yüksek |
| Seramik Kaplamalı Bıçaklar |
Yüksek hassasiyetli ince plakalar |
Daha uzun |
Daha yüksek |
3.2 Bıçak Ömrünü Uzatmak İçin 5 İpucu
Düzenli Taşlama: Keskin bir kesme kenarı sağlamak için bıçakların her 8 saatte bir kontrol edilmesi ve taşlanması tavsiye edilir.
Makul örtüşme: Üst üste binme, düzgün kesim sağlamak için genellikle malzeme kalınlığının %10~%15'ine ayarlanır.
Yağlama ve soğutma: Kesme sırasında yağlama yağı kullanılması, termal stresin neden olduğu deformasyonu azaltır.
Aşırı yüklemeden kaçının: Ekipmanın aşırı yüklenmesini önlemek için kesme hızını ve malzeme kalınlığını makul şekilde kontrol edin.
Otomatik takım ayarlama sistemi kullanın: Otomatik takım ayarlama, insan hatasını azaltır ve doğruluğu artırır.
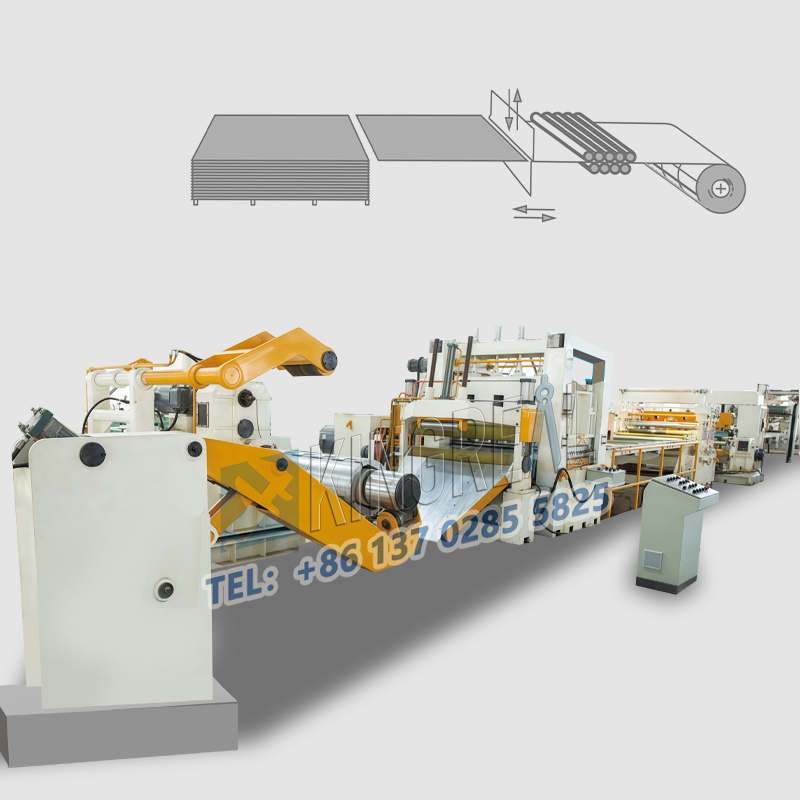
1. İşleme gereksinimlerini tanımlayın
Bir satın alırkenuzunluk hattına göre bobin kesimi, öncelikle malzeme türü, spesifikasyonlar ve üretim verimliliği dahil olmak üzere işleme gereksinimlerinizi tanımlayın.
1.1 Malzeme türü ve özellikleri:
Seçilen rulo boy kesme hattının gerekli malzeme özelliklerini karşılayabilmesini ve genişleme için biraz yer bırakabilmesini sağlamak için kullanıcılar işlenecek malzeme tipini (örn. silikon çelik, karbon çelik, paslanmaz çelik vb.) ve kalınlık ve genişlik aralığını doğrulamalıdır. Örneğin:
Boy çizgisine göre kesilmiş hafif ölçü: 0,2-3 mm arası kalınlığa sahip malzemelerin kesilmesi için uygundur.
Orta ölçü boy kesme hattı: 0,3-6 mm arası kalınlığa sahip malzemelerin kesilmesi için uygundur.
Ağır ölçü boy kesme hattı: 6-25 mm arası kalınlığa sahip malzemelerin kesilmesi için uygundur.
1.2 Üretim Verimliliği Gereksinimleri
Üretim ölçeğine ve çıktı gereksinimlerine bağlı olarak uygun bir kesme hızı ve otomasyon derecesi seçin. Büyük hacimli üretim için yüksek hızlı bir model önerilir; yüksek hassasiyet gereksinimleri ancak küçük üretim partileri için düşük hızlı, yüksek hassasiyetli bir model daha uygundur.
2. Temel Performans Parametrelerine Odaklanın
2.1 Takım Sistemi
Takımın semente karbür veya yüksek hız çeliği gibi malzemesi işleme doğruluğunu ve dayanıklılığını etkileyecektir. Genellikle ±0,01 mm dahilinde kesme kenarı hassasiyeti ne kadar yüksek olursa o kadar iyidir. Ayrıca alet değiştirmenin kolaylığı ve maliyeti de dikkate alınmalıdır; Arıza süresini azaltmak için hızlı değiştirmeye olanak tanıyan bir takım sistemi tercih edilmelidir.
2.2 İletim Yöntemi
İletim yöntemiuzunluk hattına göre bobin kesimiaynı zamanda önemli bir göstergedir. Servo motorla çalışan modeller genellikle daha yüksek hassasiyet ve daha düşük gürültü sunar; ince plakalar ve hassas işleme için uygundur; hidrolik tahrikli modeller ise daha güçlü çıkış sağlar ve kalın levha kesme işlemlerine uygundur.
2.3 Konumlandırma Doğruluğu
Konumlandırma doğruluğu kesimin düzgünlüğünü ve boyutsal tutarlılığını doğrudan etkiler. Verimli ve istikrarlı üretim sağlamak için ≤±0,02 mm tekrarlanabilirlik doğruluğu önerilir.
2.4 Kontrol Sistemi
Tanınmış markaların (Siemens gibi) kontrol sistemlerine öncelik verin. Kullanıcı dostu arayüzleri CAD içe aktarmayı veya özel programlamayı destekleyerek kullanımlarını daha kolay hale getirir ve üretim verimliliğini etkili bir şekilde artırır.
3. Güvenlik ve Bakım Hususları
3.1 Güvenlik Yapılandırması
Şunlardan emin olun:uzunluk hattına göre bobin kesimioperatörün güvenliğini sağlamak için fotoelektrik koruma cihazları, acil durdurma düğmeleri ve tamamen kapalı koruyucu kapaklarla donatılmıştır. Bu güvenlik özellikleri yalnızca kaza riskini azaltmakla kalmaz, aynı zamanda ilgili endüstri güvenlik standartlarına da uygundur.
3.2 Bakım Kolaylığı
Kullanıcılar ayrıca, yağlama sistemini kontrol etme kolaylığı, takım değiştirme kolaylığı ve bobin boy kesme hattının yapısal tasarımının günlük bakım ve onarımı kolaylaştırıp kolaylaştırmadığı dahil olmak üzere, bobin boy kesme hattı bakımının kolaylığını da göz önünde bulundurmalıdır. Ayrıca üreticinin hassas parçalar için uzun vadeli tedarik desteği sağlayıp sağlamadığını anlamak da çok önemlidir.
4. Satış Sonrası Hizmet
Kapsamlı satış sonrası hizmet sağlayan bir üreticinin seçilmesi, cihazın uzun vadeli istikrarlı çalışmasını sağlamak için çok önemlidir.uzunluk hattına göre bobin kesimi. İyi bir satış sonrası hizmet, kullanıcıların kullanım sırasındaki çeşitli sorunları çözmelerine yardımcı olmak için kurulum ve devreye alma, çalıştırma eğitimi, bobin boy kesme hattında sorun giderme ve yedek parça tedarikini içermelidir.
5. Yerinde Deneme ve Doğrulama
Boy kesme hattını seçerken yerinde deneme yapılması tavsiye edilir. Tedarikçiden, rulo boy kesme hattının kesme kalitesini görsel olarak değerlendirmek için işlenmiş numuneler sağlamasını talep edin. Bu, son ürünün kalitesini doğrudan etkileyen faktörler olan kesimdeki çapakları, dikliği ve boyutsal doğruluğu içerir.
Kullanıcılar, bu faktörleri iyice anlayıp uzmanlaşarak metal işleme alanında verimli, hassas ve akıllı üretim elde edebilirler. ile ilgili özel ihtiyaçlarınız varsametal dilme makineleriVeuzunluk hatlarına göre bobin kesimi, lütfen KINGREAL STEEL SLITTER ile iletişime geçmekten çekinmeyin. Size profesyonel hizmet ve destek sağlayacağız!