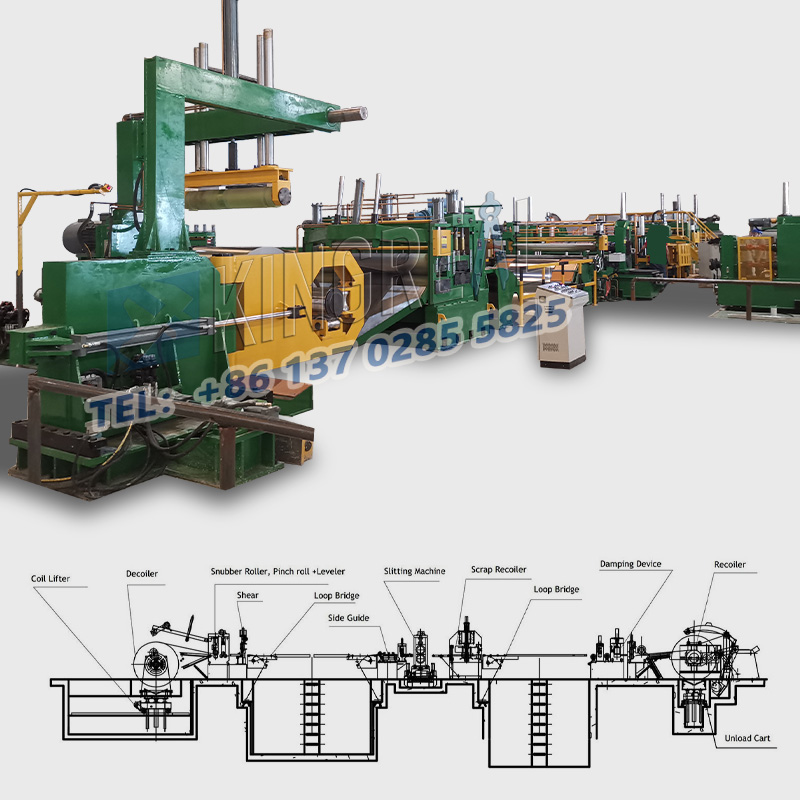
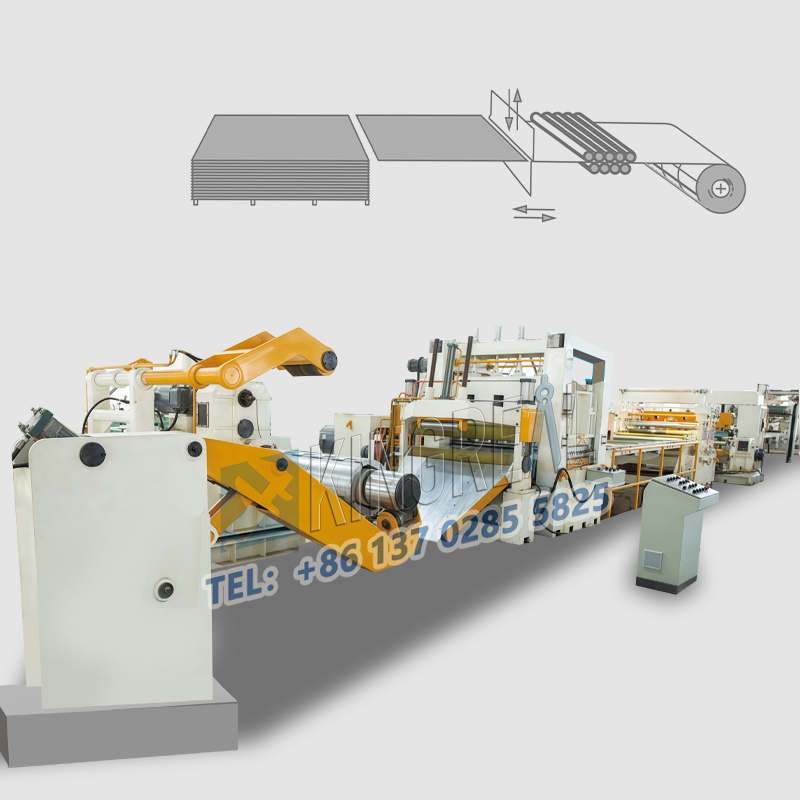
The yüksek hızlı dilme hattıMaksimum 230 m/dak çalışma hızıyla metal bobinlerin açılması, dilimlenmesi ve geri sarılması gibi temel işlemleri verimli bir şekilde tamamlayarak üretim verimliliğini ve işleme doğruluğunu önemli ölçüde artırır. Ancak uzun süreli yüksek yük ve yüksek hızda çalışma sırasında, yüksek hızlı dilme makinesi yanlış çalışma, bileşen aşınması, yetersiz bakım gibi faktörlerden dolayı çeşitli arızalara açıktır. Bu hatalar yalnızca üretimin ilerlemesini etkilemekle kalmaz, aynı zamanda işleme kalitesini düşürebilir ve hatta yüksek hızlı dilme hattının hizmet ömrünü kısaltabilir. İlgili operatörlerin yüksek hızlı dilme makinelerinin operasyonel sorunlarını daha iyi ele almalarına yardımcı olmak ve sorunsuz üretim sağlamak için bu makalede, yüksek hızlı dilme hatlarının işletimi sırasında sık karşılaşılan hatalar, bunların nedenleri ve bunlara karşılık gelen çözümler ayrıntılı olarak anlatılacak ve bunların hizmet ömrünü uzatmaya yönelik pratik ipuçları paylaşılacaktır.
1. Hatalı Dilme Boyutları
Yanlış dilme boyutları en sık karşılaşılan sorunlardan biridir.yüksek hızlı dilme makineleriözellikle yüksek hızlı çalışma sırasında. Bu sorun ortaya çıktığında, bir grup standart altı ürün ortaya çıkabilir ve bu da malzeme israfına ve üretim gecikmelerine neden olabilir.
Nedenleri:
(1) Kararsız gerilim kontrolü. Yüksek hızlı bir dilme hattının dilme işlemi sırasında, çözme, dilme ve geri sarma aşamaları arasındaki uygun olmayan gerilim koordinasyonu, malzemenin gerilmesine veya büzülmesine neden olabilir ve dolayısıyla dilme boyutlarını etkileyebilir.
(2) Ciddi alet aşınması. Yüksek hızlı bir dilme makinesinin bıçakları sürekli olarak yüksek hızda kesme durumundadır ve bu da kenar aşınmasına, körelmeye ve hatta çentiklere neden olabilir. Bu, malzemeyi tam olarak kesmeyi imkansız hale getirerek boyutsal sapmalara neden olur.
(3) Anormal sapma düzeltme sistemi. Sapma düzeltme cihazı, malzemelerin hassas şekilde taşınmasını sağlamak için çok önemlidir. Sapma sensörü arızalanırsa veya uygun şekilde kalibre edilmezse malzeme taşıma sapmasına neden olabilir ve bu da dilmede boyutsal sapmalara neden olabilir.
Çözüm:
(1) Gerilim parametrelerinin malzeme özelliklerine uygun olarak ayarlandığını doğrulamak için yüksek hızlı dilme makinesinin gerilim kontrol cihazını inceleyin. Gerginliğin üç aşama arasında düzgün bir şekilde geçişini sağlamak ve malzemenin esnemesini veya gevşemesini önlemek için, açma ve geri sarma sırasında gerilimi ayarlayın.
(2) Bıçakların durumunu düzenli olarak kontrol edin. Herhangi bir aşınma, körelme veya çentik bulunursa bunları teknik özelliklere uygun bıçaklarla değiştirin. Değiştirdikten sonra, doğru merkezlemeyi sağlamak için bıçakları hassas şekilde ayarlayın.
(3) Sapma düzeltme cihazını kalibre edin, sapma sensörünün hassasiyetini kontrol edin, sensör yüzeyindeki toz ve lekeleri temizleyin ve malzemenin taşıma işlemi sırasında sapmamasını sağlamak ve dilme boyutlarının doğruluğunu garanti etmek için sapma düzeltme parametrelerini yeniden kalibre edin.
2. Malzeme Sapması ve Kırışma
Yüksek hızlı dilme hatlarının işletimi sırasında malzeme sapması ve kırışma da özellikle ince metal bobinlerde sık görülen problemlerden olup, bu sorun daha ön plana çıkmaktadır. Bu sadece kesme doğruluğunu etkilemekle kalmaz, aynı zamanda maddi hasara yol açarak sonraki işlemleri etkileyebilir.
Nedenleri:
(1) Dengesiz kılavuz makaraları. Yüksek hızlı dilme makinelerinde kılavuz makaralar, malzemelerin desteklenmesi ve taşınması açısından çok önemlidir. Kılavuz silindirlerin düz bir şekilde monte edilmemesi, yüzeyinde aşınma olması veya yabancı cisimlerin takılı olması, taşıma sırasında malzeme üzerinde eşit olmayan kuvvete yol açarak sapma ve kırışmaya yol açacaktır.
(2) Yetersiz hava basıncı. Yüksek hızlı dilme makinelerinin bazı çalıştırma bileşenleri hava basıncıyla çalıştırılır. Hava basınç sisteminde sızıntı olması veya basıncın yetersiz olması ilgili bileşenlerin kötü çalışmasına ve malzeme iletimini stabil şekilde kontrol edememesine neden olacaktır.
(3) Eşit olmayan malzeme gerilimi. Yanlış dilme boyutlarına neden olan gerilim sorununa benzer şekilde, açma ve geri sarma sırasında gerilimdeki aşırı dalgalanmalar, taşıma sırasında malzemenin eşit olmayan şekilde gerilmesine yol açarak buruşma ve sapmaya neden olabilir.
Çözüm:
(1) Kılavuz silindirlerin seviyesini ayarlayın. Yüksek hızlı dilme hattı durduktan sonra yüksek hızlı dilme makinesinin tüm kılavuz silindirlerini inceleyin, kılavuz silindirlerin yüzeyindeki yabancı cisimleri ve lekeleri temizleyin. Kılavuz makaraların yüzeyinde aşınma varsa zamanında onarın veya değiştirin. Tüm kılavuz silindirlerin aynı seviyede olmasını ve nakliye sırasında malzemenin eşit şekilde gerilmesini sağlamak için kılavuz silindirlerin montaj açısını ayarlayın.
(2) Pnömatik sistemi kontrol edin. Pnömatik boru hattında herhangi bir sızıntı olup olmadığını kontrol edin, hava basıncını yüksek hızlı dilme makinesinin belirlediği standartta doldurun ve pnömatik sistemin kararlı çalışmasını sağlamak için pnömatik valfleri, silindirleri ve diğer bileşenleri düzenli olarak temizleyin ve bakımını yapın.
(3) Çözme ve geri sarmanın gerilimini optimize edin. Malzemenin kalınlığına, sertliğine ve diğer özelliklerine göre, yüksek hızlı dilme makinesinin gerilim parametrelerini yeniden ayarlayın, sabit bir gerilim kontrol modunu benimseyin ve malzeme sapmasını ve kökten kırışmayı azaltmak için aşırı gerilim dalgalanmalarından kaçının.
3. Yüksek Hızlı Dilme Hattında Anormal Titreşim veya Gürültü
Yüksek hızlı bir dilme makinesi yüksek hızda çalışırken anormal titreşim veya cızırtı sesiyle karşılaşıyorsa, bu durum yüksek hızlı dilme hattı bileşenlerinde aşınma, yıpranma veya kurulum sorunları olduğunu gösterir. Derhal müdahale edilmezse, bileşenlerin aşınması hızlanacak ve hatta yüksek hızlı dilme makinesinin arızalanmasına ve kapanmasına yol açabilecektir.
Nedenleri:
(1) Rulman aşınması. Yüksek hızlı dilme makinesinin aktarma parçaları ve kılavuz makaralarının tümü rulmanlarla donatılmıştır. Uzun süreli yüksek hızda çalışma, yetersiz yağlamaya ve yatakların ciddi şekilde aşınmasına yol açarak dönüş sırasında titreşime ve gürültüye neden olabilir.
(2) Tahrik kayışı gevşek. Tahrik kayışı, yüksek hızlı dilme makinesinde güç aktarımı için önemli bir bileşendir. Uzun süreli kullanımda eskiyebilir ve esneyebilir, bu da tahrik kayışının gevşemesine neden olabilir. Çalışma sırasında kasnağa sürtünerek gürültü üretecek ve güç aktarımını etkileyerek yüksek hızlı dilme hattı titreşimine neden olacaktır.
(3) Gevşek mekanik bileşenler. Yüksek hızlı bir dilme makinesinin uzun süreli yüksek yükte çalışması sırasında vidalar, cıvatalar ve diğer bağlantı parçaları gevşeyebilir, bu da bileşenler arasındaki bağlantının zayıf olmasına ve çalışma sırasında titreşime ve anormal gürültüye neden olabilir.
Çözüm:
(1) Yüksek hızlı dilme makinesinin tüm yataklarını inceleyin. Herhangi bir yatağın aşınmış, sıkışmış veya anormal ses çıkardığı tespit edilirse, zamanında yağlama için özel gres ekleyin. Aşınma şiddetliyse, rulman hasarının yüksek hızlı dilme hattının genel çalışmasını etkilemesini önlemek için rulmanı derhal değiştirin. (2) Tahrik kayışının sıkılığını ayarlayın. Yüksek hızlı dilme makinesi durduktan sonra tahrik kayışının gerginliğini kontrol edin. Tahrik kayışı gevşekse gerdirme cihazını ayarlayın. Tahrik kayışı eskimiş veya ciddi şekilde aşınmışsa, tahrik kayışının kasnağa sıkı bir şekilde oturduğundan ve güç aktarımının düzgün olduğundan emin olmak için zamanında değiştirin.
(3) Vidaların, cıvataların ve diğer bağlantı parçalarının kapsamlı bir incelemesini yapın.yüksek hızlı dilme hattı. Tüm parçaların sıkı bir şekilde bağlandığından emin olmak ve çalışma sırasında titreşimi ve gürültüyü azaltmak için, özellikle şanzımanın bağlantı parçalarına ve kılavuz makara sabitleme konumlarına odaklanarak gevşek parçaları sıkın.
(1) Bıçak bakımı
-Günlük muayene: Yüksek hızlı dilme makinesini çalıştırmadan önce bıçaklarda herhangi bir çentik, pas veya malzeme kalıntısı olup olmadığını kontrol edin. Kirleri zamanında temizleyin, lekeleri özel bir temizleyiciyle çıkarın ve kuruduktan sonra yağlayıcı pas önleyici uygulayın.
-Zamanında değiştirme: Bıçak durumunun kaydını tutun. Genel performansın etkilenmesini önlemek için ciddi şekilde aşınmış veya kenarları yontulmuş veya çatlamış bıçakları zamanla değiştirin.yüksek hızlı dilme hattıbıçak hasarı nedeniyle.
(2) Yağlama yönetimi
-Anahtar parçaların yağlanması: Rulman, dişli, hidrolik silindir, zincir, kayış gibi hareketli parçaları düzenli aralıklarla yağlayın. Rulmanlar/dişliler günlük olarak düşük viskoziteli sentetik gresle, hidrolik silindirler her 1000 saatte bir yüksek sıcaklığa dayanıklı hidrolik yağla ve zincirler/kayışlar ayda bir lityum bazlı gresle yağlanmalıdır.
-Yağlamadan önce temizleyin: Tozu emen ve yağlama etkisini etkileyen aşırı yağlamayı önlemek için yağlamadan önce eski yağ lekelerini temizleyin.
(3) Gerilim ve Kalibrasyon
-Gerginlik kontrolü: Gerginlik parametrelerini malzeme özelliklerine göre ayarlayın. Örneğin, filmlerin gerilimi nispeten düşük olmalıdır, metal folyolar için ise biraz daha yüksek olabilir. Geri sarma sırasında iç katmanın sıkışmasını önlemek için konik gerginlik kullanın.
-Düzenli kalibrasyon: Bıçak merkezlemesini ve sensörleri her 3 ila 6 ayda bir kalibre edin. Yüksek kullanım sıklığına sahip yüksek hızlı dilme hattı için, yüksek hızlı dilme makinesinin kesme doğruluğunu ve istikrarlı çalışmasını sağlamak amacıyla kalibrasyon döngüsünü kısaltın.
(4) İletim Sisteminin Bakımı
- Kayışları/zincirleri kontrol edin: Kaymayı veya çok sıkı olmasından dolayı aşırı aşınmayı önlemek için kayışların/zincirlerin gerginliğini haftalık olarak kontrol edin. Ciddi derecede aşınmış kayışlar/zincirler için zamanında düzeltmeler veya değiştirmeler yapın.
-Yatakları kontrol edin: Şanzıman parçalarındaki yatakların aşınma durumunu her üç günde bir inceleyin. Anormal sesleri dinleyin ve aşırı ısınmayı hissedin. Hasarlı yatakları derhal değiştirin.
(5) Elektrik Sistemi Bakımı
-Isı dağıtımını temizleyin: Toz birikmesini önlemek ve frekans dönüştürücü ve servo sürücü için iyi havalandırma sağlamak için elektrik kutusunun ısı dağıtım deliklerini ve fanlarını her ay temizleyin.
-Kabloları kontrol edin: Yüksek hızlı dilme hattının çalışmasını etkileyen elektrik arızalarını önlemek için kablo terminallerini sıkın ve kablonun eskimesini kontrol edin.
Standartlaştırılmış bakım sayesinde arıza oranıyüksek hızlı dilme makinesi%40'tan fazla azaltılabilir, bu da hizmet ömrünü önemli ölçüde uzatır!