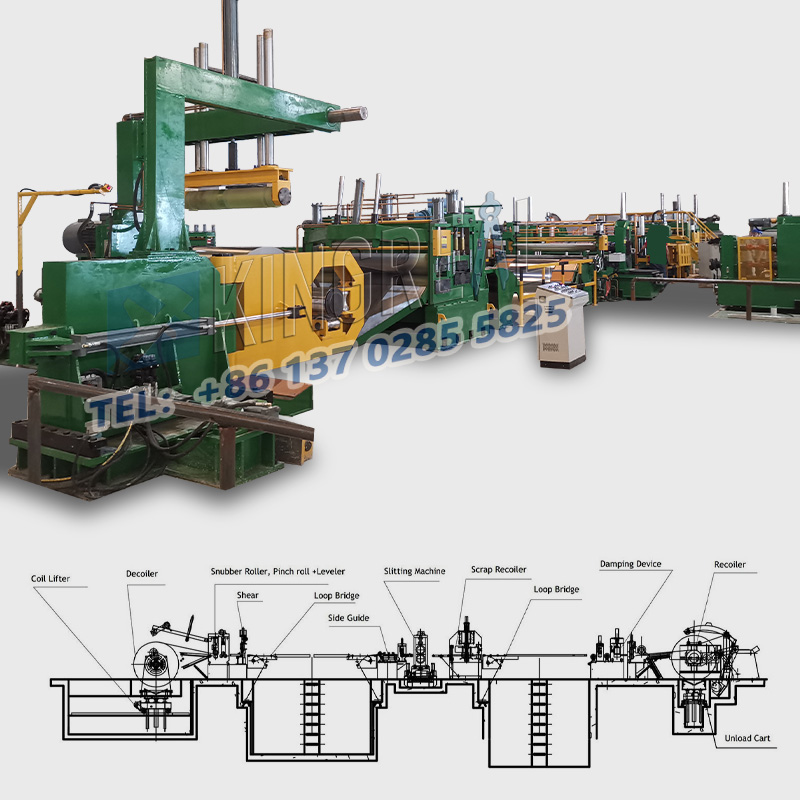
1. Kabulüdilme hattı makinesiçünkü aletin montajını içerir ve bu nedenle çoğu zaman kullanıcının ve ekipman üreticisinin kabulü ortaklaşa gerçekleştirmesi gerekir. Kabulden önce, sorunsuz kabulü sağlamak için önceden bazı hazırlık çalışmaları yapmak gerekir. Öncelikle kullanıcı ve ekipman üreticisi birlikte metal dilme makinesinin statik doğruluk testini tamamlar.
2. Bu test, iki kesici şaft arasındaki omuz farkının bir cetvel veya kare çubuk kullanılarak ölçülmesiyle gerçekleştirilir. Tipik olarak kare çubuk, yaklaşık 40 mm veya 50 mm karelik bir kesite ve dilme bıçağının çapından yaklaşık 40 ila 50 mm daha fazla bir uzunluğa sahiptir. Ölçüm yapıldıktan sonra bu sonuçla birlikte farkları bu sapmaya eşit olacak şekilde iki takım ince halka seçilmeli ve kesici millere monte edilmelidir.

3. Bu, bu sapmayı telafi edecektir. Uygun olanı bulunamazsa yeniden yaratılması gerekecektir. Bu noktada aradaki farkı tamamlayacak şekilde seçilmelidir. Çünkü boşluğun kesilmesi sonraki kesimin temelini oluşturur ve bu nedenle iki set ince halka farkının doğru olup olmadığını analiz etmek için bir takım duyargalardan geçmesi gerekir. Bir dizi testten sonra, yalnızca seçilen boşluğun doğru olduğunu kanıtlamak için, iki set ince halka sabitlenebilir ve çelik bobin dilme makinesinin çalışmasına uyacak şekilde omuz sapması düzeltmesi olarak kullanılabilir.
4. Personel, genel hata ayıklama ve test çalıştırması için yalnızca dilme makinesi ekipmanının gereksinimlerine göre yapabilir. Kullanılan bıçakların ve aletlerin hata ayıklama sürecinde, bıçak yazılımı gereksinimlerinin özelliklerine ve düzenli çıkarma sayısına kesinlikle uygun olması gerektiği unutulmamalıdır.