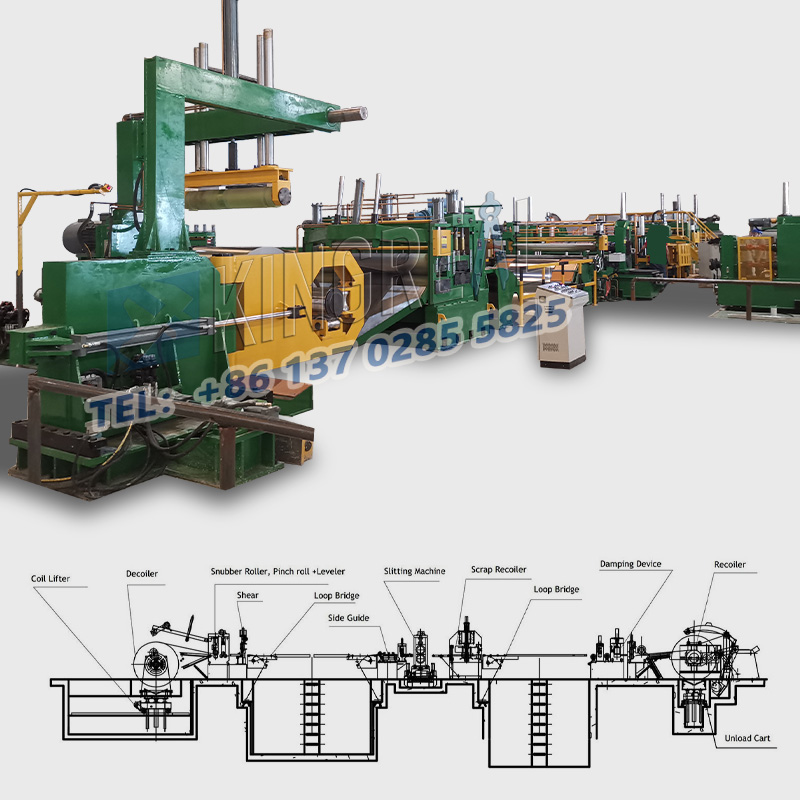
TheBoy Kesme Hattıfarklı hammadde ve kalınlıktaki sacları bobin kesitinden saca kesmek, sacları düzeltmek ve belli bir uzunluğa kadar kesmek için özel olarak tasarlanmıştır. Temel süreç, açma, düzleştirme, çapraz kesme ve istifleme vb. işlemleri içerir. Tam otomatik boy kesme üretim sürecini gerçekleştirir ve müşterinin boyutsal gereksinimlerini karşılayan ve yaygın olarak kullanılan ikincil işleme tabi tutulan sac ürünler üretir. otomotiv imalatı, makine imalatı ve metal işleme endüstrilerinde kullanılır.

Orijinal malzemenin farklı kalınlıkları ve farklı hammaddeleri için, daha sonra boy kesme kesme hattı üretim prosesinde kesmenin ilerlemesi ve hızı nasıl sağlanır?
ilkesi nedirboy kesme makinesikesme?
Her şeyden önce, kesme makinesine girmeden önce metal bobin işleminin kapsamını anlamanız gerekir:
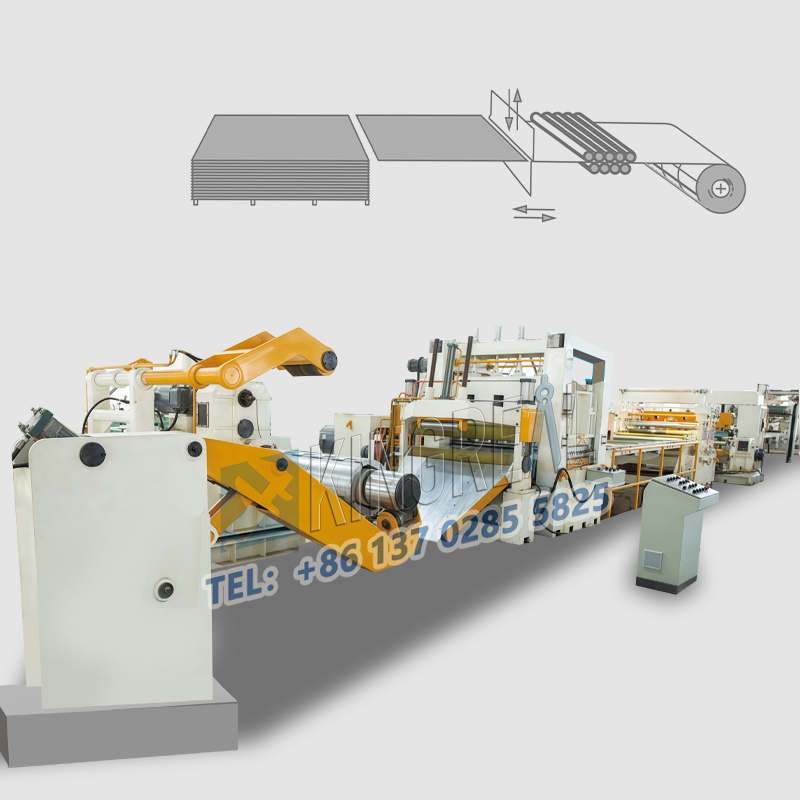
1. Malzeme besleme: Sac, bir besleme cihazı (örn. silindirler, konveyör bantları vb.) aracılığıyla kesme makinesine beslenir. Besleme cihazı, sacın kesme alanına düzgün ve sürekli olarak beslenmesini sağlar.
2. Konumlandırma ve sıkıştırma: Kesme hassasiyetini sağlamak için sacın kesme işleminden önce doğru şekilde konumlandırılması gerekir. Plakanın konumunu belirlemek için konumlandırma cihazları (konumlandırma pimleri, fotoelektrik sensörler vb.), kesme işlemi sırasında hareket etmesini önlemek için plakayı sabitlemek için sıkıştırma cihazları (hidrolik fikstürler gibi).
1. Hassas tesviye: metal plakaların veya şeritlerin düzleştirilmesinde uzmanlaşmış bir cihaz olup, esas olarak malzemelerin üretimi ve işlenmesi sırasında oluşan bükülme, dalgalanma ve diğer düzensiz kusurları ortadan kaldırmak, böylece malzemelerin düzlüğünü ve kalitesini artırmak için kullanılır. Yukarı ve aşağı düzenlenmiş bir dizi tesviye silindiri seti genellikle içeride kurulur. Bu silindirler, malzemeyi üst ve alt silindirler arasında tekrar tekrar bükmek için mekanik veya hidrolik olarak tahrik edilir.

Kesme ana ekipmanının prensibi:
Kesme makinesinin ana kısmı, genellikle üst bıçağı ve alt bıçağı içeren kesme bıçağıdır. Bıçakların malzemesi, sertliğini ve aşınma direncini sağlamak için özel bir ısıl işlem işleminden sonra genellikle yüksek mukavemetli alaşımlı çeliktir.
Kaydırıcı hareketi: Makaslar genellikle üst bıçağı dikey veya çapraz olarak aşağı doğru hareket ettirmek için mekanik veya hidrolik olarak çalıştırılır ve sabit alt bıçak bir kesme kuvveti oluşturmak için kullanılır.
Kesme kuvveti etkisi: Üst bıçak aşağı doğru bastırıldığında, levha üst ve alt bıçaklar arasında kesme kuvveti etkisine maruz kalır. Kesme kuvveti malzemenin kesme dayanımını aştığında plaka kesme çizgisi boyunca kırılır ve kesme işlemi tamamlanır.
Atık malzeme tahliyesi: Kesme işlemi tamamlandıktan sonra, kesilen sac ve atık malzeme konveyör veya atık kanalı yoluyla boşaltılır.
Bu arada, modern makaslar genellikle bilgisayarlı sayısal kontrol (CNC) sistemleriyle donatılmıştır. Kontrol sistemi, kesme parametrelerini (örneğin kesme uzunluğu, miktarı vb.) yüksek derecede otomasyonla ayarlayacak şekilde programlanmıştır; bu, üretkenliği ve kesme doğruluğunu artırabilir.