1. Cihazın çalışması sırasındametal dilme makinesi ekipmanlarıTakımda yanal salınım problemi varsa, takımın yanal salınımı ve takımın dış çapı gibi boyutsal kusurlara neden olacaktır. Çünkü aletin yanal salınım değeri sıfır olamaz. Bunun nedeni, takım kalınlığı, iç çap, ara parça manşonu genişliği vb. gibi konulardaki hassasiyet hatası ve kalın plaka kesildiğinde yanal gerilimin neden olduğu eğrilmedir.
2. Çelik dilme makinesi ekipmanının üretimi sırasında, çelik levhanın enine bükülme sorunu vardır, bu da zayıf genişlik boyutlarına neden olur. Bunun nedeni, enine eğrilme durumunda kesilen ürünün bıçağın ayar değerinden daha büyük olarak ölçülmesidir.
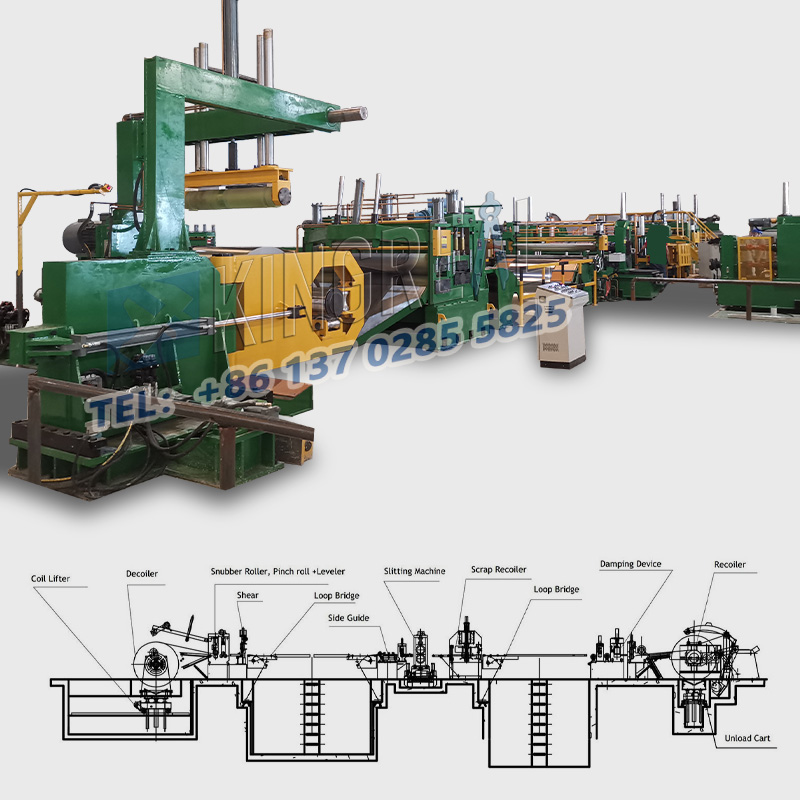
3. Metal dilme hattı üretilip çalıştırıldığından, ara parça kovanında, bıçakta vb. bazı eşleştirme hataları vardır. Bıçak eşleştirildiğinde parça sayısı büyük olduğunda kümülatif hata daha büyük olur. Bunun nedeni üst tolerans ayarının zayıf olmasıdır. Dilme makinesinde kesilen ürünün genişliğinin her zaman bıçağın ürün yan boyutundan biraz daha düşük olduğunu bilmelisiniz. Dolayısıyla bu düşük toleransın derecesinin önceden tahmin edilmesi gerekmektedir. Bıçak ürün tarafında eşleştirildiğinde ara parça manşonunun boyutu referans olarak belirlenir.
Kullanılan kesme yöntemi de dikkate alınmalıdır. Buna karşılık, eğer bobin dilme makinesi ekipmanı düz çekmeli kesmeyi benimserse, çelik bobinin gerilimi artacak, enine eğrilme ortadan kalkacak ve boyut da azalacaktır.

Dilme işlemi sırasında makinenin kendisinin yanı sıra metal malzemenin kalınlığı ve sertliği de direnci belirler. Daha kalın veya daha sert malzemelerin kesilmesi daha zordur, bu da dilme sonrasında kolaylıkla genişlik sapmasına neden olabilir. Malzeme kalınlığı arttıkça malzemenin deformasyonu ve geri tepmesi de artarak kesme doğruluğunu etkileyebilir. Aynı zamanda dilme sırasındaki ilerleme hızı ve işlem süreci de kesim kalitesini etkilemektedir. Çok hızlı hız, malzemenin deformasyonuna neden olabilir ve kesme genişliğini etkileyebilir; çok yavaş hız, üretim verimliliğinin azalmasına ve malzeme yüzeyinde kusurlara yol açabilir. İşlem sürecinin spesifikasyonları karşılayıp karşılamadığı ve takım ayarının makul olup olmadığı kesim sonrası genişlik doğruluğu ile yakından ilgilidir.
Dilme işlemi sırasında makinenin kendisinin yanı sıra metal malzemenin kalınlığı ve sertliği de direnci belirler. Daha kalın veya daha sert malzemelerin kesilmesi daha zordur, bu da dilme sonrasında kolaylıkla genişlik sapmasına neden olabilir. Malzeme kalınlığı arttıkça malzemenin deformasyonu ve geri tepmesi de artarak kesme doğruluğunu etkileyebilir. Aynı zamanda dilme sırasındaki ilerleme hızı ve işlem süreci de kesim kalitesini etkilemektedir. Çok hızlı hız, malzemenin deformasyonuna neden olabilir ve kesme genişliğini etkileyebilir; çok yavaş hız, üretim verimliliğinin azalmasına ve malzeme yüzeyinde kusurlara yol açabilir. İşlem sürecinin spesifikasyonları karşılayıp karşılamadığı ve takım ayarının makul olup olmadığı kesim sonrası genişlik doğruluğu ile yakından ilgilidir.