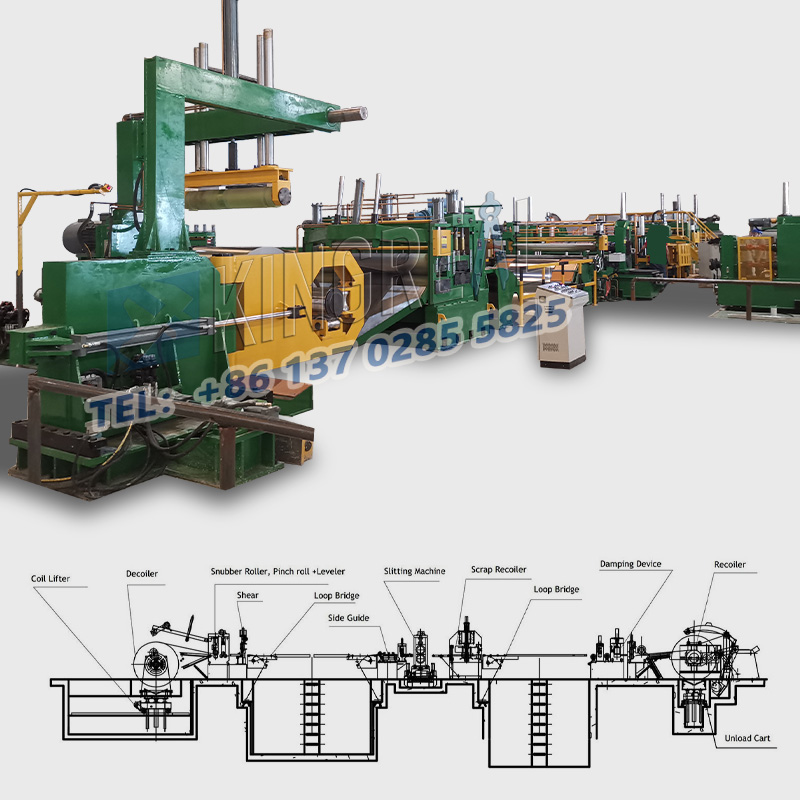
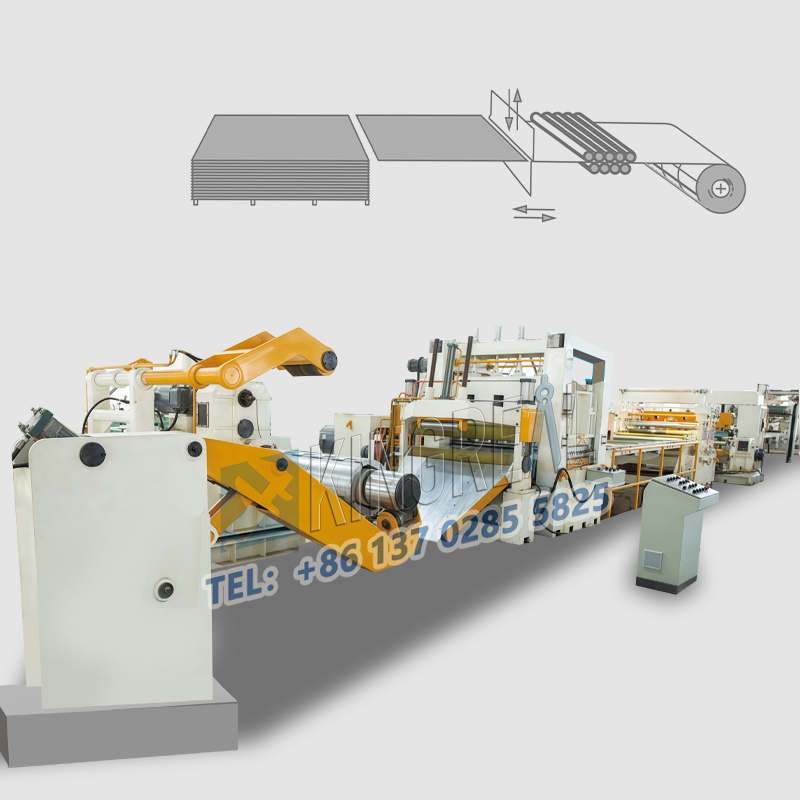
Metal bobin işleme alanında,çelik şerit dilme makineleripaslanmaz çelik, alüminyum, karbon çeliği ve silikon çeliği gibi metal bobinleri uzunlamasına kesmek için kullanılır. Dar şeritlerin boyutsal doğruluğu, kesimin düzgünlüğü ve çapakların veya bombelerin varlığı veya yokluğu, doğrudan çelik şerit dilme hattının üst ve alt bıçakları arasındaki boşluk ile belirlenir.
Günlük üretimde, işlenen rulonun kalınlığı değiştiğinde veya farklı sertlikte farklı malzemeler kullanıldığında, operatörün aynı anda çelik şerit dilme makinesinin bıçak açıklığını ayarlaması gerekir.
Uygun bıçak açıklığı, çelik şerit dilme hattının yüksek hassasiyetli dar şeritleri pürüzsüz, çapaksız kesimler ve düzgün kesit katmanlarıyla kesmesine olanak tanır; uygun olmayan boşluk değerleri, kenar kıvrılması, bıçağın kırılması, şerit bükülmesi ve kenar çapaklarının birikmesi gibi çok sayıda üretim hatasına yol açacaktır. KINGREAL STEEL SLITTER adlı bu makale, çelik şerit dilme makinelerinin bıçak açıklığı için ayarlama mantığını, pratik yöntemleri ve parametre ayarlama özelliklerini tam olarak açıklamak için pratik deneyimi boşluk parametre standartlarıyla birleştirecektir.

Çelik Şerit Dilme Makinalarında Bıçak Açıklığı ve Şerit Hassasiyeti Arasındaki İlişki
Çelik şerit dilme makinesinin bıçak açıklığı, üst ve alt dairesel kesme bıçak takımları birbirine geçtiğinde kalan radyal boşluğa karşılık gelir. Bu değer sabit bir sabit değildir ancak işlenen malzemenin kalınlığı ve sertliği gibi iki temel değişkenle dinamik olarak değişir. Bu iki faktör doğrudan dilme kalitesini belirler.çelik şerit dilme hattı.
1. Malzeme Kalınlığı
İşlenen rulo malzemenin kalınlığı değiştiğinde çelik şerit dilme makinesinin bıçak açıklığının buna göre ayarlanması gerekir. Çelik şerit dilme hattında kalın metal şeritler işleniyorsa bıçak boşluğu uygun şekilde artırılmalıdır; çok küçük bir boşluk, üst ve alt bıçakların sac malzemeyi zorla sıkıştırmasına neden olur, bıçak gövdesi üzerindeki yükü anında artırır, bu da bıçağın kolayca kırılmasına ve kesici şaftın deformasyonuna yol açarak çelik şerit dilme makinesinin kesicilerinin ve milinin servis ömrünü önemli ölçüde kısaltır.
Bunun tersine, çelik şerit dilme hattı ince malzemeleri işlemeye geçtiğinde bıçak boşluğunun azaltılması gerekir. Açıklık çok büyükse, levha malzeme bıçaklar tarafından tamamen kesilemez, kesme işlemi sırasında malzeme kenarları yırtılır ve bitmiş şeridin her iki tarafında çok sayıda çapak ortaya çıkar. Ciddi durumlarda, dar şeridin tamamında boyutsal toleransları aşan ve aşağı yöndeki damgalama, bükme ve şekillendirme işlemlerinin gerekliliklerini karşılayamayan bir kavis olacaktır.
Kalınlığı 0,1 mm'den az olan son derece ince metal şeritler için, metal dilme makinesinin teorik bıçak aralığı sıfıra yaklaşır ve hassas dilme sağlamak için bıçakların mikro birbirine kenetlenmesine dayanır.
2. Malzeme Sertliği ve Çekme Dayanımı
Farklı metaller, çekme mukavemeti ve sertlik bakımından önemli farklılıklar sergiler ve bu da çelik şerit dilme makinelerine uygun tamamen farklı bıçak aralığı aralıklarıyla sonuçlanır. Kalın karbon çeliği, paslanmaz çelik ve silikon çelik gibi yüksek sertlikte, yüksek çekme mukavemetli malzemeler yoğun moleküler yapılara ve daha yüksek kesme direncine sahiptir ve çelik şerit dilme hatlarında daha büyük bıçak aralıkları gerektirir. Saf alüminyum ve ince alüminyum levhalar gibi yumuşak, düşük mukavemetli malzemeler, yüksek plastisiteye ve düşük kesme direncine sahip olup, çelik şerit dilme makinelerinde uygun şekilde daha küçük bıçak aralıklarına olanak tanır.
Metal dilme işleminin fiziksel prensibi saf kesme değil, daha ziyade bıçak basıncı altında sac malzemenin kısmi kesilmesi ve çekmeyle kırılmasıdır. Daha yüksek sertlikteki malzemeler daha yüksek oranda plastik kırılmaya sahiptir ve düzgün bir kesit elde etmek için daha büyük boşluklar gerektirir. Yumuşak alüminyum büyük plastik deformasyon sergiler; aşırı boşluklar malzemenin çıkması, pullanması ve kıvrılma kusurlarına neden olabilir.
Çelik Şerit Dilme Hattının Bıçak Boşluğu için Standart Ayarlama Yöntemi
Şu anda çoğu ana akımçelik şerit dilme makineleriPiyasada bıçak aralığının hassas kontrolünü sağlamak için hassas şimler kullanılıyor. Farklı kalınlıktaki şimlerin ve burçların eklenmesi veya çıkarılmasıyla üst ve alt kesici şaft bıçakları arasındaki radyal boşluk hassas bir şekilde kontrol edilir. Tam ayarlama süreci dört temel işlemden oluşur:
(1) Şimin Temel Boşluğa Eşleştirilmesi
Resmi dilme işleminden önce, önce rulonun malzemesini ve kalınlığını doğrulayın, boşluk parametre tablosuna göre temel boşluk değerini seçin ve ardından kesici şaftın ve çelik şerit dilme hattının bıçaklarının her iki tarafına monte edilecek ilgili kalınlıktaki hassas şimleri seçin. Tam olarak eşleşen altlık kalınlığı, çelik şerit dilme makinesi bıçaklarının eşit şekilde birbirine geçmesini sağlar ve kesme işlemi sırasında tek taraflı ekstrüzyon, ufalanma ve kenar kıvrılmasını önler. Bu, bıçak aşınmasını önemli ölçüde azaltır ve tüm kesici setin servis ömrünü uzatır.
(2) Bıçak Eşmerkezliliğinin Taşlanması ve Düzeltilmesi
Çelik şerit dilme hattının uzun süre yüksek yoğunlukta kullanılması ve bıçakların bir tarafa çarpması durumunda bıçak eş merkezliliği dengesiz hale gelecektir. Ayar sacı özellikleri doğru olsa bile çalışma sırasında bıçak boşluğu dalgalanacaktır. Bu tür arızalar şimler kullanılarak düzeltilemez. Tüm bıçak setinin çelik şerit dilme makinesinin kesici şaftından sökülmesi, yeniden taşlama ve dış taşlama için profesyonel bir taşlama makinesine gönderilmesi, bıçağın eşmerkezliliğinin düzeltilmesi ve ardından şim boşluğunun yeniden ayarlanmasından önce çelik şerit dilme hattına yeniden takılması gerekir.
(3) Dengesiz Dilme Kesici Millerinin Düzeltilmesi
Çelik şerit dilme makinesinin üst ve alt kesici milleri uzun süre kesme darbelerine maruz kalır, bu da hafif bükülmeye ve düzensiz yüzey aşınmasına neden olur. Şaftın dönüşü sırasında bıçak boşluğu periyodik olarak kayar, bu da bitmiş şeridin bir tarafında çapak oluşmasına ve diğer tarafında düzgün bir kesim oluşmasına neden olur. Bu sorunu çözmek için makine durdurulmalı, çelik şerit dilme hattının kesici mil tertibatı sökülmeli, mil gövdesindeki aşınmış alanlar topraklanıp düzeltilmeli ve kesici milin dinamik dengesi, dönüşten kaynaklanan boşluk dalgalanmalarını ortadan kaldıracak şekilde kalibre edilmelidir.
(4) Burçlarla Kesme Boşluğunun Dengelenmesi
Şimler ve ayırıcı burçlar, çelik şerit dilme makinesindeki boşluğu ayarlamak için kullanılan temel yardımcı bileşenlerdir. Her bir kesici bıçak grubunun her iki tarafına monte edilen bu bıçaklar, bıçakları hassas bir şekilde ayırabilir, tek gruplu kesme aralığını kontrol edebilir ve üst ve alt bıçakların yatay paralelliğini koruyabilir. Yüksek mukavemetli çelik contalar ve burçlar yüksek sertlik sağlayarak bıçakların montaj sonrasında kazınmasını ve çarpışmasını önler. Ayrıca, tüm çelik şerit dilme hattının kesici şaftındaki birden fazla kesme bıçağı arasında eşit aralık olmasını sağlayarak, birden fazla şeritte tutarlı kesme doğruluğunu korurlar.
Çelik Şerit Dilme Hatlarının Bıçak Açıklığı Parametreleri için Standart Ayar Özellikleri
Bıçak boşluğunu ayarlamak için temel referansçelik şerit dilme makineleriişlenmiş malzemenin kalınlığı, sertliği ve çekme mukavemetidir. Aşağıdaki tablo, çelik şerit dilme hatlarıyla uyumlu, yaygın olarak kullanılan çeşitli metaller için standart boşluğu göstermektedir:
|
Kalınlık |
Paslanmaz çelik |
Alüminyum |
Çelik |
Karbon Çelik |
Silikon Çelikl |
| <0,1 mm |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1,0 mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Çelik şerit dilme makinesinde bıçak aralığının ayarlanması, bitmiş rulo dilme ürününün kalitesini kontrol etmeye yönelik temel bir işlemdir. Boşluk değerinin hassas şekilde eşleştirilmesi, çelik şerit dilme hattının üretim verimliliğini, takım aşınmasını ve bitmiş ürün yeterlilik oranını doğrudan etkiler. Çelik şerit dilme makinesinin günlük çalışması sırasında, operatörlerin malzeme ve kalınlığa karşılık gelen boşluk parametrelerini ezberlemesi, doğru ayar için hassas şimler kullanması ve çapak, ufalanma ve boyutsal sapmalar gibi üretim hatalarını azaltmak için bıçakları ve kesici mili düzenli olarak incelemesi gerekir.
Daha fazla bilgi içinçelik şerit dilme hattıdevreye alma, takım seçimi, bobin işleme uçları veya paslanmaz çelik, karbon çeliği ve alüminyuma uygun tam otomatik çelik şerit dilme makinelerini özelleştirmek için lütfen doğrudan KINGREAL STEEL SLITTER ile iletişime geçin!