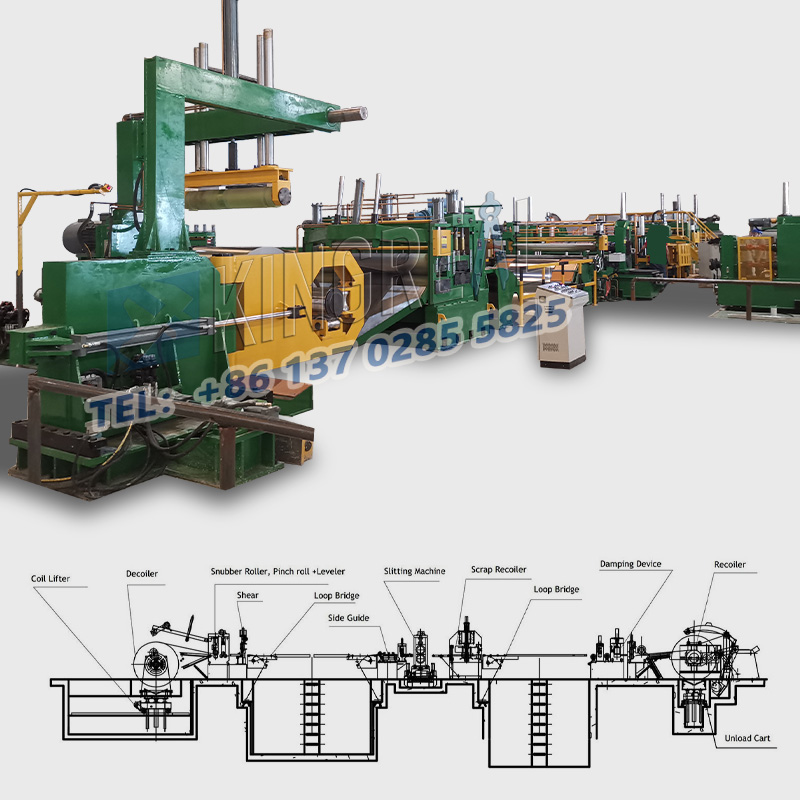
Alüminyum bobin kayma hattıMetal bobinlerin kaymasında yaygın olarak kullanılan modern metal işleme endüstrisinde vazgeçilmez ve önemli bir ekipmandır. Alüminyum bobin kayma makinesinin performansı üretim verimliliğini ve ürün kalitesini doğrudan etkiler, bu nedenle çeşitli bileşenlerinin normal çalışmasını sağlamak çok önemlidir. Bu makale, alüminyum bobin kayma hattı kılavuzu ray boşluğunun ve teknik arka planının ayarlama yöntemini ayrıntılı olarak tartışacak ve Kingreal çelik slitter'ın üretim teknolojisi ile birlikte kapsamlı bilgiler sağlayacaktır.
 |
 |
 |
TO GuuIDE RAY alüminyum bobin slittingmakinee kaydırıcının ve aletin ekipmandaki hareketini yönlendirmekten sorumludur. Uygun alüminyum bobin çizme hattı kılavuzu ray boşluğu sadece ekipmanın çalışma stabilitesini sağlamakla kalmaz, aynı zamanda kesme doğruluğunu artırır, aşınmayı ve arızayı azaltır. Bu nedenle, alüminyum bobin kayma makinesi kılavuzu demiryolu boşluğunun düzenli olarak ayarlanması, ekipmanın korunmasında önemli bir bağlantıdır.
|
1.1 Alüminyum Bobin Slitting Hattı Kılavuzu Rail Boşluğu |
Alüminyum bobin kayma makinesi kılavuzu demiryolu boşluğu, kaydırıcı ve kılavuz rayı arasındaki mesafeyi ifade eder. Çok büyük bir boşluk, ekipmanın istikrarsız çalışmasına, aşınmayı artıracak ve kesme doğruluğunu azaltacaktır; Çok küçük olsa da, bir boşluk kaydırıcının sıkışmasına ve iş verimliliğini etkilemesine neden olabilir. Bu nedenle, uygun bir boşluğu korumak, alüminyum bobin kayma hattının performansı için çok önemlidir. |
|
1.2 Alüminyum bobin kayma makinesi ray boşluğunun üretim üzerindeki etkisi |
Kesme doğruluğu: Çok büyük bir alüminyum bobin kayma hattı ray boşluğu, kesme işlemi sırasında aletin sapmasına neden olacak ve kesme kalitesini etkileyecektir. Ekipman Yaşam: Yanlış Alüminyum Bobin Slitting Makinesi Ray Boşluğu, kaydırıcının ve kılavuz rayın aşınmasını hızlandırarak ekipmanın servis ömrünü kısaltacaktır. Üretim verimliliği: Kötü kaydırıcı hareketi, alüminyum bobin kayma hattının üretim verimliliğinde bir azalmaya yol açacak ve kesinti süresi artacaktır. |
.alüminyum bobin kayma hattıDemiryolu boşluğu ayarlaması esas olarak aşağıdaki yönlerle elde edilir:
|
2.1 Alüminyum bobin kayma makinesinde takviye kaburgalarının tasarımı |
Kaydırıcının arkasına takviye kaburgaları eklemek, kaydırıcıya uygulanan kuvveti etkili bir şekilde dağıtabilir, bu da çoklu dikey yönlerdeki kuvveti daha tutarlı hale getirebilir. Bu tasarım, uzun süreli hareket sırasında kaydırıcının aşınmasını azaltabilir, böylece alüminyum bobin kayma hattının servis ömrünü uzatabilir. |
|
2.2 Alüminyum Bobin Kesme Makinesi Ray Boşluğu Ayarlama Cihazı |
Hassas alüminyum bobin kayma hattı ray boşluğu ayarı elde etmek için, ekipman genellikle bir demiryolu boşluğu ayar cihazı ile donatılmıştır. Bu cihazlar genellikle çift bir sayıdır ve tek tip basınç uygulamasını kolaylaştırmak için kaydırıcı ve çerçeve arasında ayarlanır. Bu tasarım sadece ayarlamanın rahatlığını iyileştirmekle kalmaz, aynı zamanda kaydırıcı ve kılavuz rayı arasındaki boşluğun ideal aralıkta kalmasını sağlar. |
|
2.3 Alüminyum Bobin Slitting Makinelerinde Gerilim Yaylarının Uygulanması |
Kılavuz ray boşluğu ayar cihazında alüminyum bobin kayma hattında, gerginlik yaylarının kullanımı, kaydırıcının çalışma sırasında her zaman sıkılmış bir durumda olmasını sağlayabilir. Yay ayarı, titreşim ve darbe kuvvetini emebilen, hareketin neden olduğu boşluk değişikliklerinden kaçınabilen ve böylece alüminyum bobin kayma makinesi kılavuzu rayının stabilitesini artırabilen belirli bir tokluğa sahiptir. |
Boşluğunu ayarlamak için belirli adımlaralüminyum bobin kayma makinesiKılavuz rayı aşağıdaki gibidir:
|
3.1 Güç açma hazırlığı |
Herhangi bir ayar işlemi gerçekleştirmeden önce, kazara girişimin neden olduğu hasarı önlemek için alüminyum bobin kayma hattının kapatıldığından emin olun. |
|
3.2 Alüminyum Bobin Slitting Makinesi Kılavuzu Rayları Temizleme |
Ölçüm ve ayarlamanın doğruluğunu sağlamak için alüminyum bobin kayma hattı kılavuz raylarından ve çevre alanlarından kir ve kalıntıları çıkarmak için temizleme araçları kullanın. |
|
3.3 Alüminyum bobin kayma makinesi rayları arasındaki boşluğu ölçmek |
Alüminyum bobin kayma hattı rayları arasındaki boşluğu doğru bir şekilde ölçmek ve üreticinin önerilen aralığında olup olmadığını kontrol etmek için bir mikrometre veya boşluk ölçüm aracı kullanın. |
|
3.4 Alüminyum bobin kayma makinesi rayları arasındaki boşluğu ayarlayın |
Alüminyum bobin kayma hattı rayları arasındaki boşluğun standartlara kadar olmadığı tespit edilirse, rayların sabitleme vidalarını gevşetin ve rayları hafifçe ayarlayın. Aşırı yerel aşınmayı önlemek için ayarlama işlemi sırasında bile basıncı koruduğunuzdan emin olun. |
|
3.5 Alüminyum Bobin Yüzme Makinesi Rayları |
Ayarlamadan sonra, alüminyum bobin kayma hattı raylarının sabit ve güvenilir olduklarından emin olmak için sabitleme vidalarını yeniden sıkın. |
|
3.6 Yeniden kontrol ve test çalıştırma Alüminyum bobin kayma makinesi |
Alüminyum bobin kayma hattı rayları arasındaki boşluğu, yerinde ayarlandığından emin olmak için tekrar kontrol etmek için ölçüm aracını kullanın. Ardından, ekipmanın çalışmasını gözlemlemek ve anormalliklerin olmadığından emin olmak için küçük ölçekli bir test çalışması yapın. |
Boşluğunu ayarlarkenalüminyum bobin kayma hattıRaylar, aşağıdaki noktalara özel dikkat gösterilmelidir:
|
4.1 Alüminyum Bobin Slitting Makine Raylarının Boşluğunu Düzenli olarak kontrol edin |
Alüminyum bobin kayma hattı raylarının boşluğunun durumu, özellikle uzun süreli çalışmadan sonra düzenli olarak kontrol edilmelidir. Düzenli bakım ekipman arızasını etkili bir şekilde önleyebilir. |
|
4.2 Alüminyum bobin kayma hattının kayıt ayarları |
Her ayardan sonra, ilgili alüminyum bobin kayma makinesi ayar verilerini ve sonraki bakım ve referans için adımları kaydedin. |
|
4.3 Alüminyum bobin kayma hattı ayarı için doğru araçları seçin |
Ölçümün doğruluğunu ve çalışma güvenliğini sağlamak için ayar için doğru araç ve ekipmanı kullanın. |
|
4.4 Alüminyum bobin kayma makinesi üreticisinin rehberliğini takip edin |
Ayarlama işleminin ekipmanın tasarım gereksinimlerini karşıladığından emin olmak için üretici tarafından sağlanan alüminyum bobin kayma hattı çalışma kılavuzu ve bakım kılavuzunu kesinlikle takip edin. |
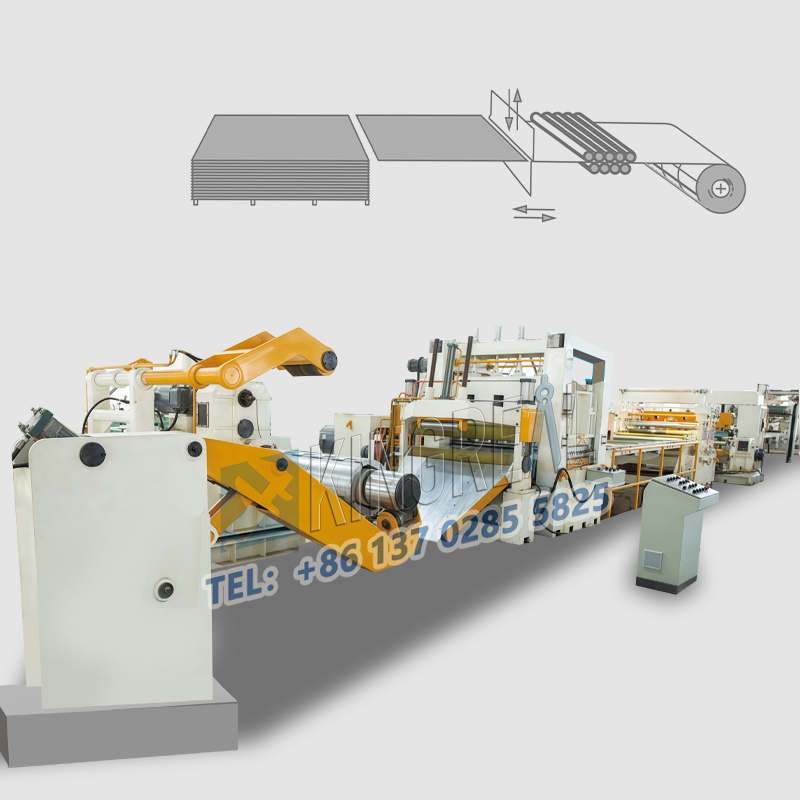
Alanında önde gelen bir üretici olarakalüminyum bobin çizme hatları, Kingreal Steel Slitter, yüksek kaliteli alüminyum bobin kayma makinesi ve teknik çözümler sağlamaya kararlıdır. Kingreal çelik slitter alüminyum bobin kayma hattı, ekipmanın verimliliğini ve güvenilirliğini sağlamak için gelişmiş tasarım kavramlarını ve üretim süreçlerini benimser.
|
5.1 Yüksek hassasiyetli üretilen alüminyum bobin kayma makinesi |
Kingreal Steel Slitter, alüminyum bobin kayma hatları üretirken her ayrıntıya özel dikkat gösteriyor. Tüm anahtar bileşenler, kılavuz raylar ve kaydırıcılar arasındaki eşleşen doğruluğu sağlamak ve boşluğun etkisini azaltmak için yüksek hassasiyetli işleme teknolojisi kullanır. |
|
5.2 Alüminyum bobin kayma makineleri için gelişmiş malzeme seçimi |
Kingreal Steel Slitter, alüminyum bobin kayma hattının kılavuz raylarını ve kaydırıcılarını yapmak için yüksek mukavemetli ve yüksek giyim dirençli malzemeler kullanır, bu da ekipmanın dayanıklılığını arttırır ve uzun süreli operasyonda bakım maliyetini azaltır. |
|
5.3 Kendinden geliştirilen alüminyum bobin kayma makinesi ayar sistemi |
Kingreal Çelik Slitter Alüminyum Bobin Kesme Hattı, kendi geliştirilmiş bir kılavuz ray boşluğu ayar sistemi ile donatılmıştır. Hassas tasarım ve verimli çalışma yoluyla, kullanıcılar ekipmanın her zaman en iyi çalışma durumda olduğundan emin olmak için boşluğu kolayca ayarlayabilir. |
|
5.4 Alüminyum bobin kayma makineleri için tam satış sonrası hizmet |
Kingreal Steel Slitter, müşterilerin ekipmanı kullanırken endişelenmelerini sağlamak için teknik destek, düzenli bakım ve parça değiştirme dahil alüminyum bobin kayma hatları için kapsamlı satış sonrası hizmet sunar. |
|
|
 |
 |